

Production method of high precision profile steel for fork
A production method and high-precision technology, which are applied in the production field of high-precision section steel for forklift trucks, can solve the problems of uneven radial pressure in the hot-rolling method, difficult load-bearing and unsatisfactory problems for forklift truck manufacturers, and achieve lower production costs and lower production costs. Production cost, the effect of ensuring the quality of the forklift
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The production method of high-precision section steel for forklifts of the present invention will be further described below in conjunction with the accompanying drawings and specific examples, but the present invention is far not limited to the following specific examples.
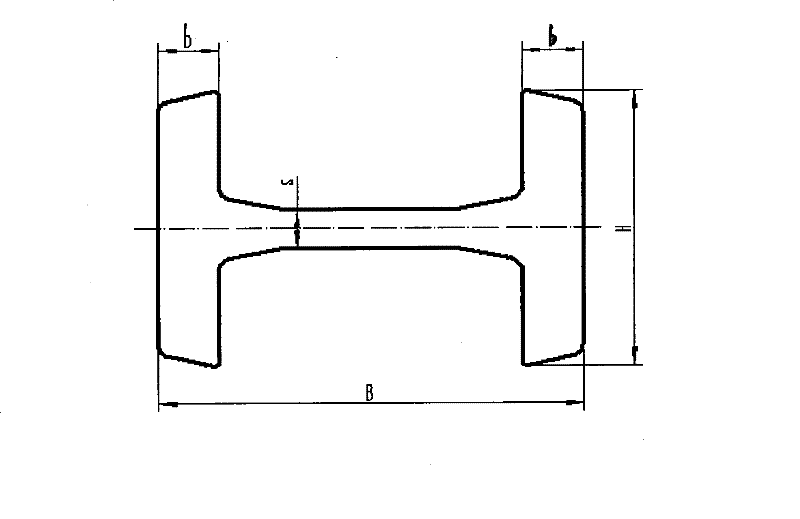
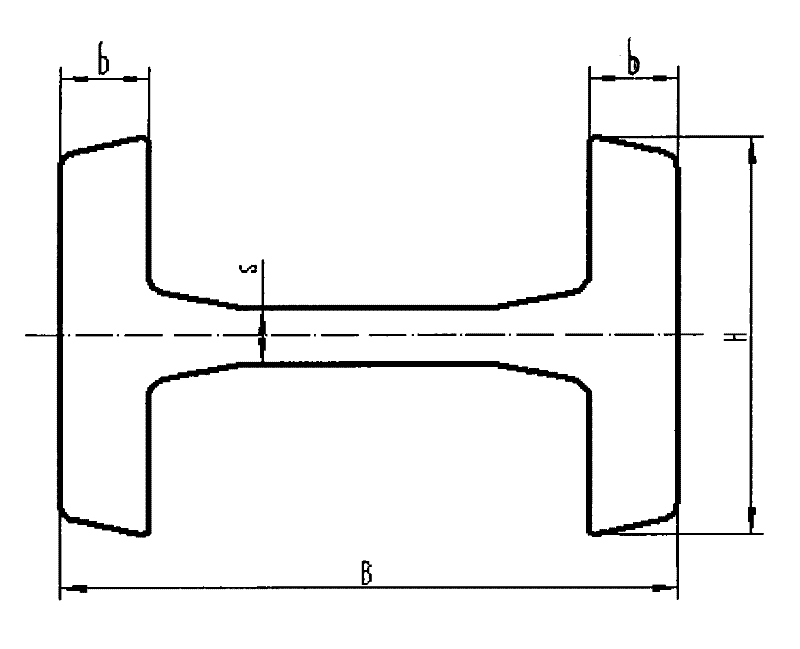
[0024] Referring to the accompanying drawings, take a specific specification of the I-shaped section steel used for cold-drawing the forklift mast as an example. The standard dimensions of each part of the cross-section of the finished section steel are: B 98mm; b 14mm; H 65mm ;S 9mm, length 8m.
[0025] Produced by cold drawing, the process steps are:
[0026] ①. The hot-rolled section steel with I-shaped cross-section is used as the blank, and the tolerance of each part of the cross-section is +1mm, that is, the size of each part of the cross-section is B 99mm; b 15mm; H 66mm; S 10mm; The length is 8m.
[0027] 2., adopt the slow-moving wire cutting method of prior art to make die head (not sho...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More