

Computing method for roll profile of steckel mill
A roll shape and furnace coil mill technology, applied in the field of calculation of the roll shape of a furnace coil mill, can solve problems such as roll peeling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
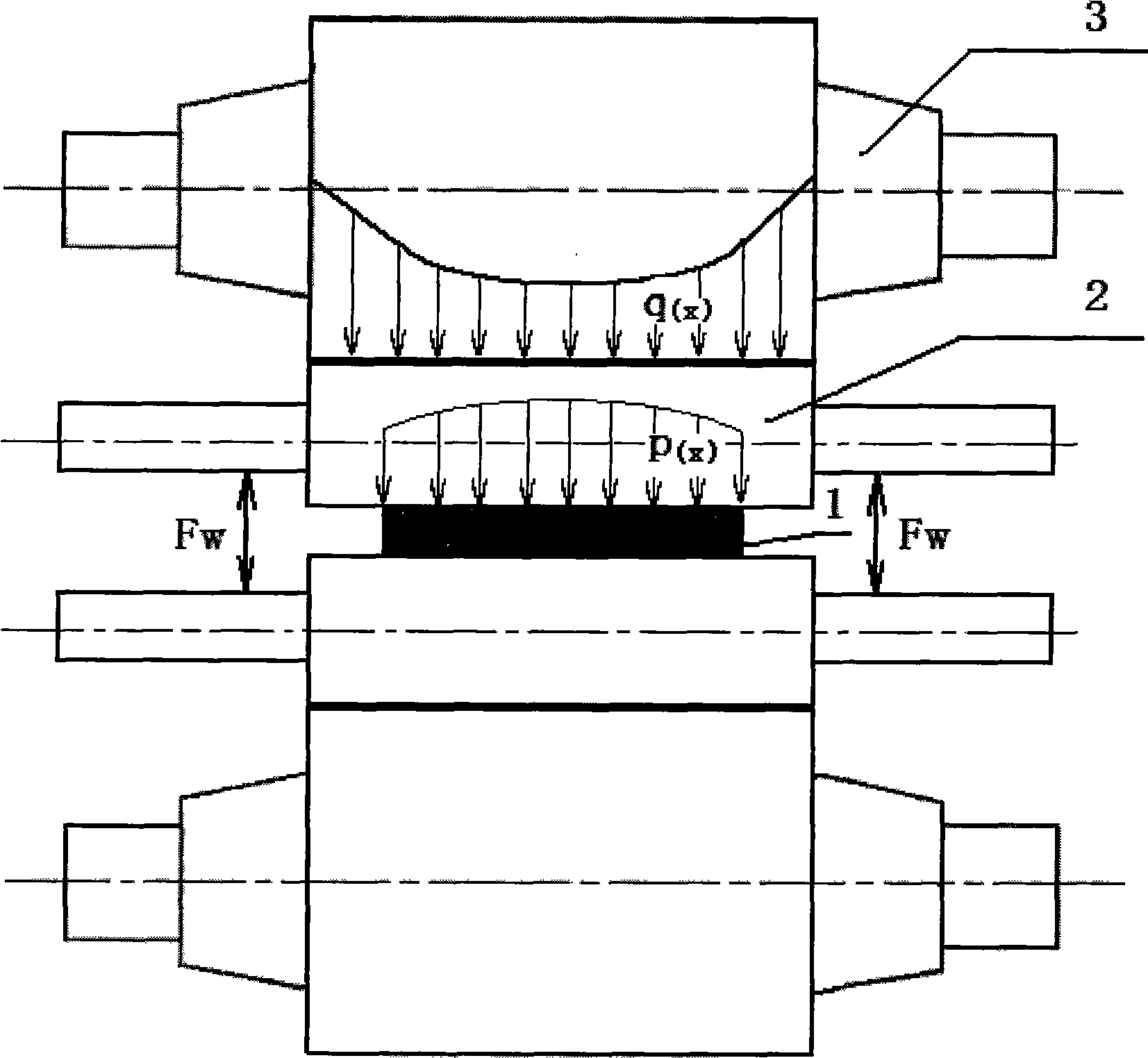
[0065] In this embodiment, a certain furnace rolling mill is taken as an example. The size of the backup roll is Φ1950mm×3400mm (roll diameter×roll body length), the size of the working roll is Φ1010mm×3500mm (roll diameter×roll body length), and the typical product is X70 pipeline steel , the specification is 10mm×3000mm, the blank size used is 150mm×3000mm (thickness×width), and the rolling procedure is 150mm→131mm→112mm→100mm→88mm→77mm→68mm→58mm→50mm→42mm→35mm→30mm→25mm →21mm→18mm→16mm→14mm→12mm→11mm→10mm.
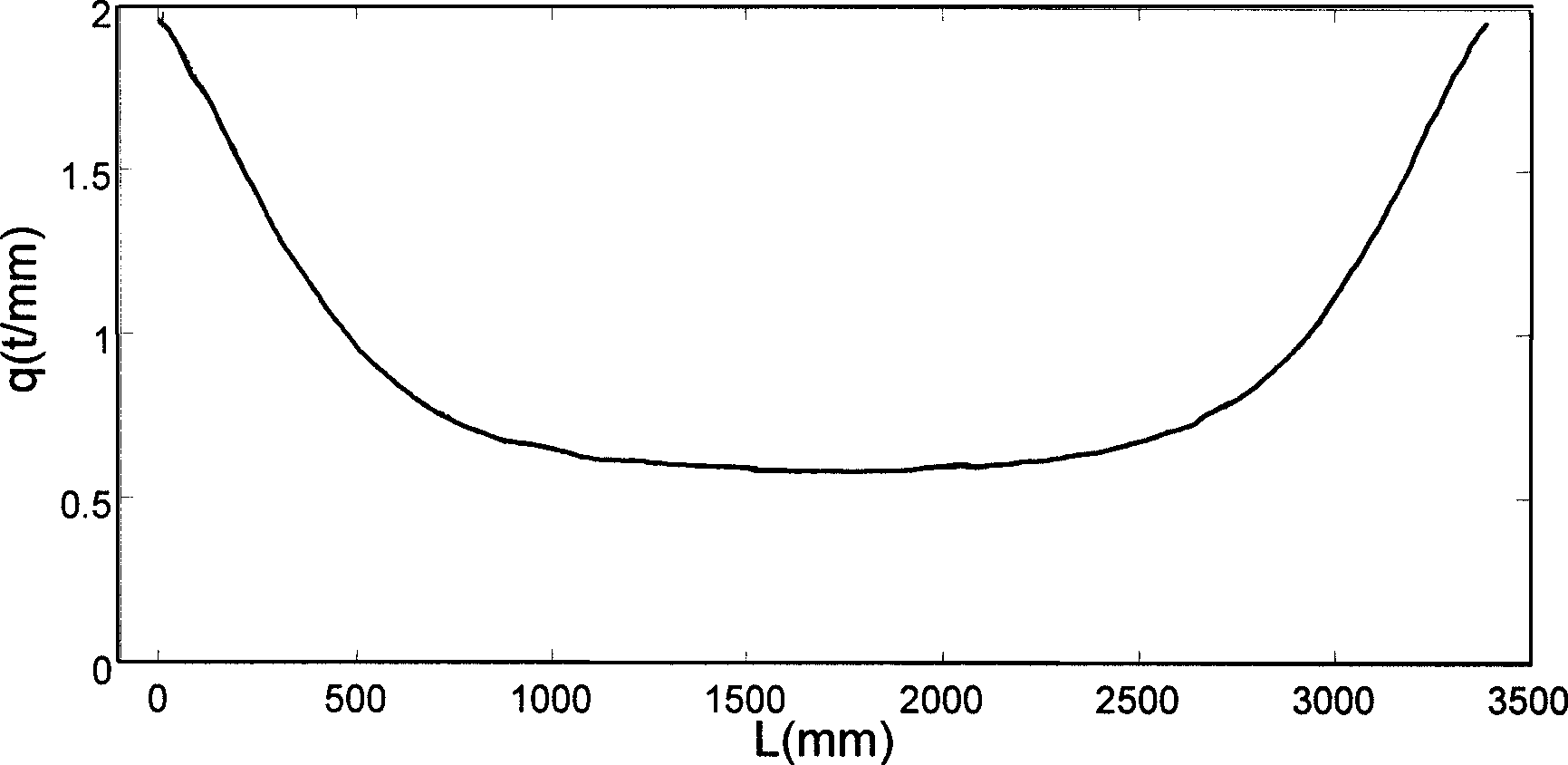
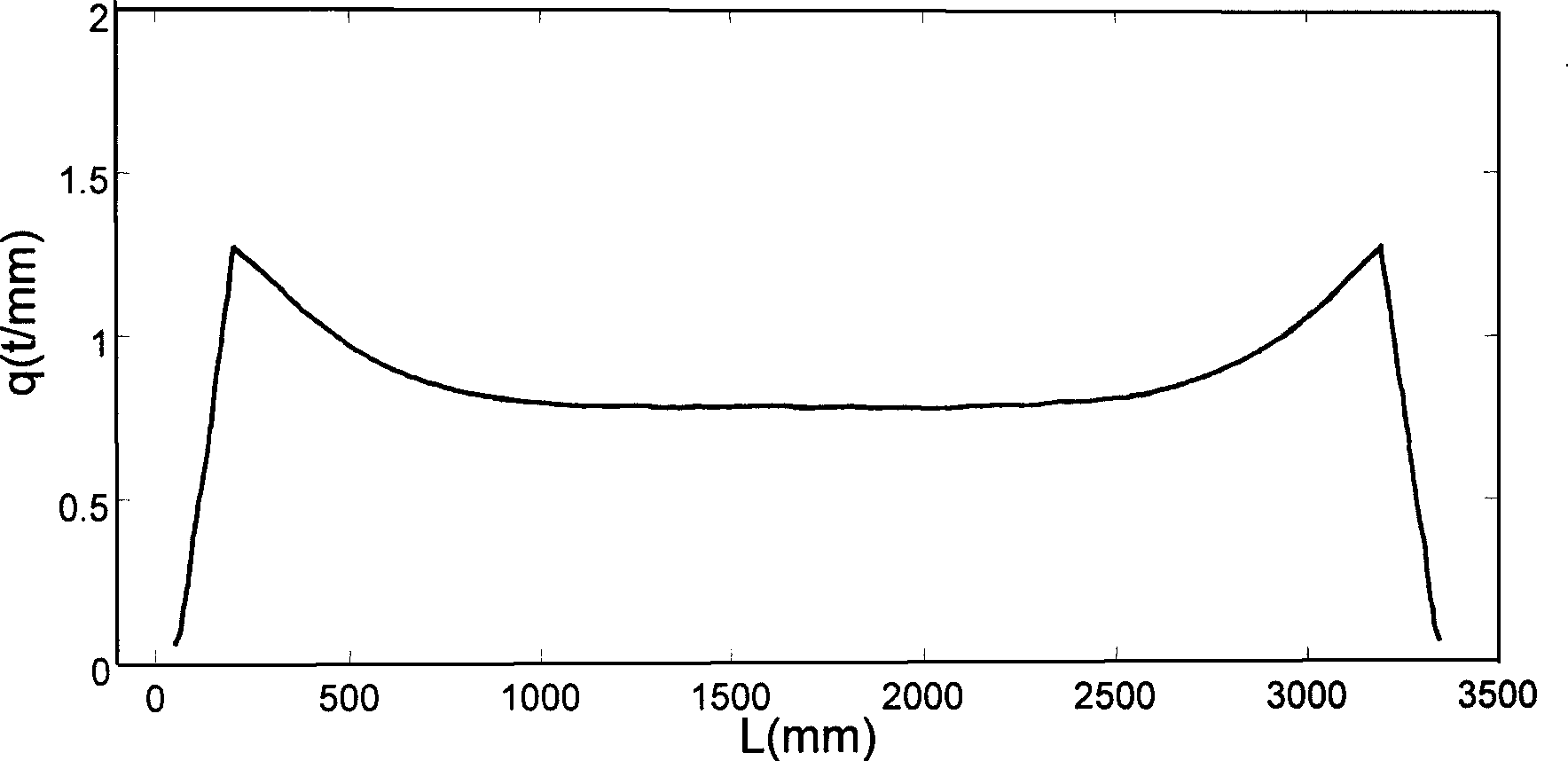
[0066] The calculation method of the roll shape of the steel-steel mill of the present invention is used for calculation, wherein the calculation of the pressure distribution between the rolls and the thickness distribution of the rolled piece is carried out by the influence function method, and the original support rolls and work rolls are all flat rolls, resulting in the edge of the support roll. Large area peeling off at the top, chamfering (2mm × 200mm, height × len...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More