


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for producing cold press molding lathe compound belt blank of IW woven steel cord rubber belt
A production method, cold press forming technology, applied in chemical instruments and methods, lamination, belts, etc., can solve the accumulation of the difference between the middle thickness of the cross section and the thickness of both sides, and the IW steel curtain mesh calender unwinding guide uncoiling device Retrofit, difficult to keep the weft cord straight and square, etc., to achieve the effect of easy film thickness, improved work efficiency and equipment utilization, and high compactness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
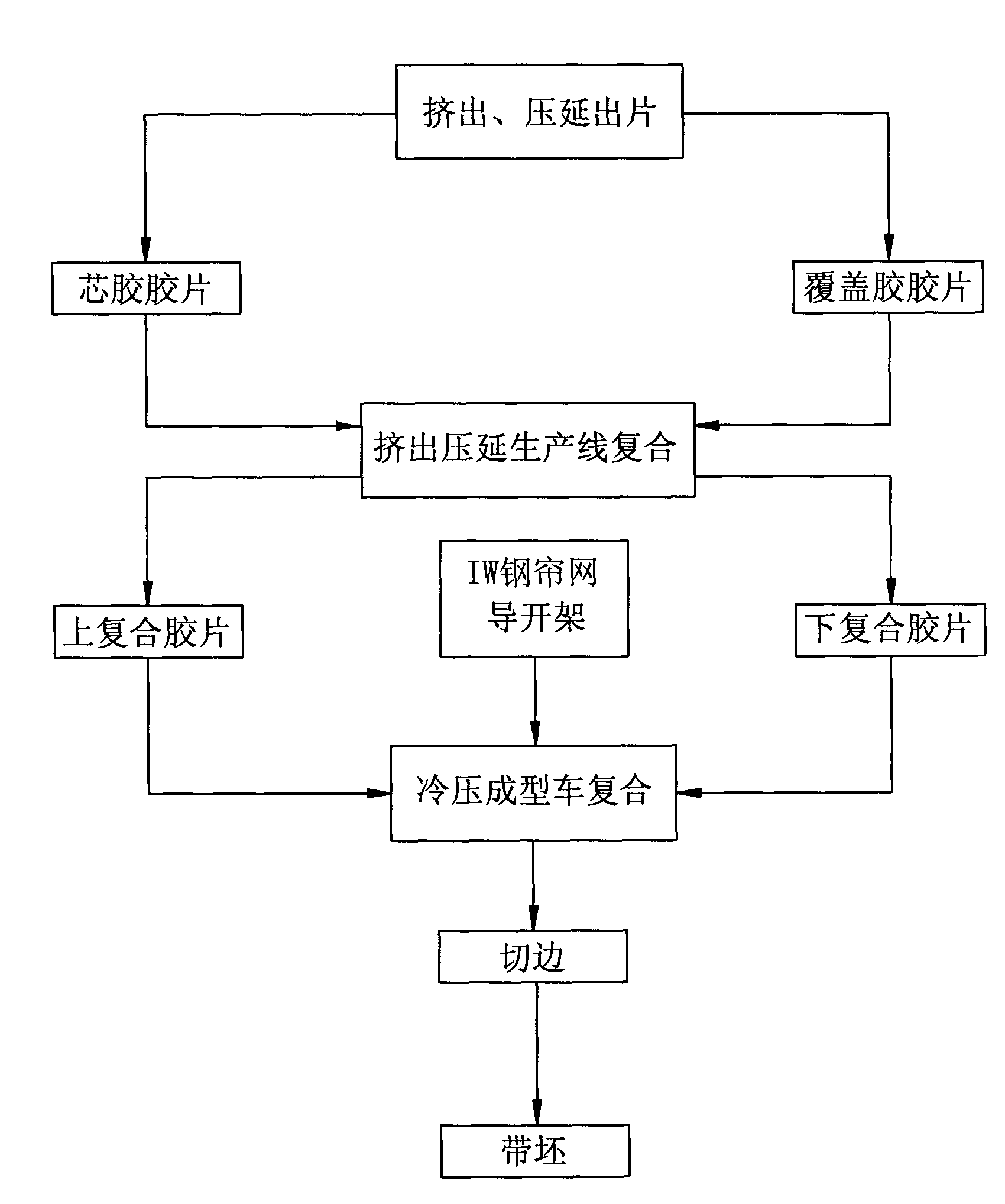
[0025] Such as figure 1 Shown, the present invention mainly passes through cold-feed wide-width film extruding calendering linkage production line sheet, composite, and finishes the process method of IW steel curtain mesh belt blank composite on the steel cord tape production line cold-press forming car. The process flow is: cold-feed wide-width film extrusion-calender linkage production line output → cold-feed wide-width film extrusion-calendar linkage production line lamination → cold-press forming car lamination → edge trimming → strip blank. The strip blank is finished on the cold press forming car. Including the following process steps:
[0026] 1. Core glue and cover glue out
[0027] The mixed rubber of the core rubber and the mixed rubber of the cover rubber are respectively extruded by a cold-feed wide-width film extruder and a two-roll calender calender linkage production line to make a core rubber film and a cover rubber film. The core rubber film and the cover r...
Embodiment 2
[0048] Such as figure 1 Shown, the present invention mainly passes through cold-feed wide-width film extruding calendering linkage production line sheet, composite, and finishes the process method of IW steel curtain mesh belt blank composite on the steel cord tape production line cold-press forming car. The process flow is: cold-feed wide-width film extrusion-calender linkage production line output → cold-feed wide-width film extrusion-calendar linkage production line lamination → cold-press forming car lamination → edge trimming → strip blank. The strip blank is finished on the cold press forming car. Including the following process steps:
[0049] 1. Core glue and cover glue out
[0050] The mixed rubber of the core rubber and the mixed rubber of the cover rubber are respectively extruded by a cold-feed wide-width film extruder and a two-roll calender calender linkage production line to make a core rubber film and a cover rubber film. The core rubber film and the cover r...
Embodiment 3
[0071] Such as figure 1 Shown, the present invention mainly passes through cold-feed wide-width film extruding calendering linkage production line sheet, composite, and finishes the process method of IW steel curtain mesh belt blank composite on the steel cord tape production line cold-press forming car. The process flow is: cold-feed wide-width film extrusion-calender linkage production line output → cold-feed wide-width film extrusion-calendar linkage production line lamination → cold-press forming car lamination → edge trimming → strip blank. The strip blank is finished on the cold press forming car. Including the following process steps:
[0072] 1. Core glue and cover glue out
[0073] The mixed rubber of the core rubber and the mixed rubber of the cover rubber are respectively extruded by a cold-feed wide-width film extruder and a two-roll calender calender linkage production line to make a core rubber film and a cover rubber film. The core rubber film and the cover r...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com