

Welding method of stainless steel sheet
A thin plate welding and stainless steel technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of affecting mechanical rigidity, difficulty in increasing welding speed, and over-burning of weld structure, so as to avoid over-burning of weld structure, The effect of improving the quality of arc welding and increasing the welding speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0023] Embodiment 1, for the stainless steel car body of a rail vehicle, a linear reciprocating welding trajectory is adopted in the welding process of the thin plate corner butt weld.
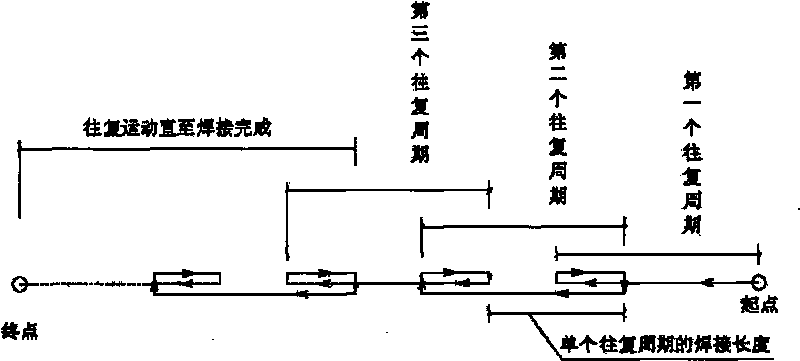
[0024] Along the direction of the corner butt weld, control the torch to take such image 3 The linear reciprocating motion trajectory shown.
[0025] During the whole welding operation process, including several end-to-end reciprocating motion cycles, the same welding speed is used in each motion cycle.
[0026] In each movement cycle, the welding method is to weld forward and then backward repeatedly.
[0027] The ratio of the forward welding distance to the backward repeated welding distance is 3:1, that is, the movement of the welding spot is "three forwards and one backward".
[0028] Certain welding parameters are selected according to the shape and size of the stainless steel sheet used. Under this premise, controlling the number of reciprocating motion cycles, that is, the motion fr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More