

Method for machining cylindrical gear cutting teeth
A processing method and technology of cylindrical gears, applied in belts/chains/gears, gear teeth, components with teeth, etc., can solve the undeveloped technology, unacceptable cost of spiral broaching, low precision of broaching process, etc. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
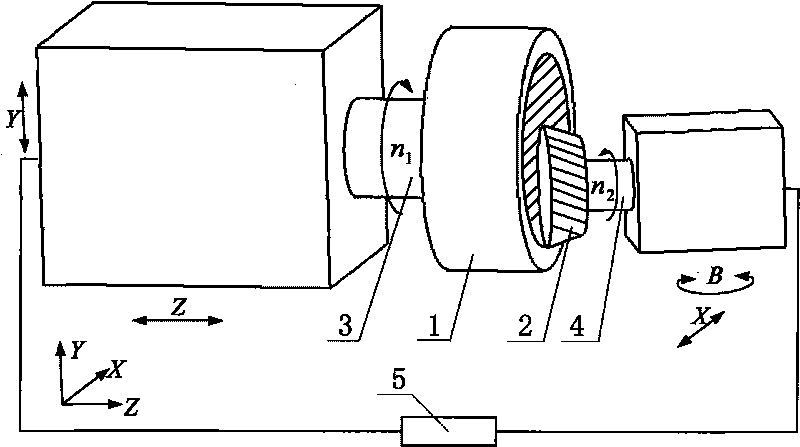
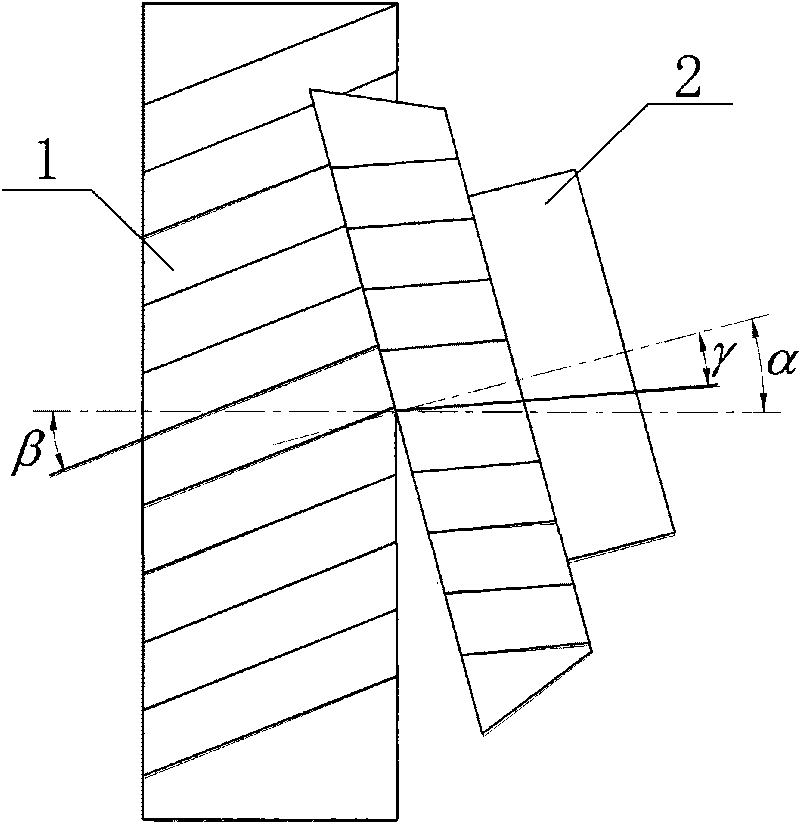
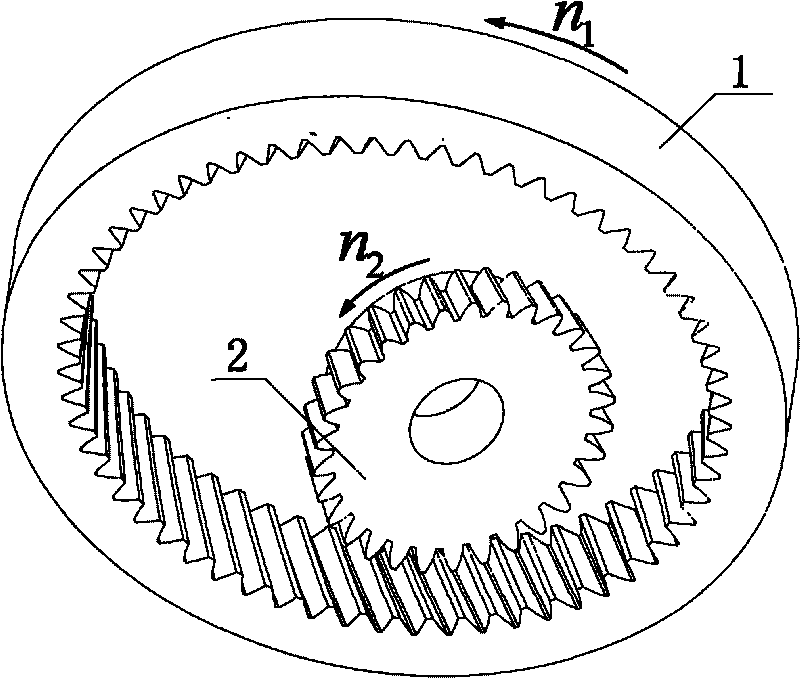
[0010] The following is attached Figure 1~4 And the principle of the present invention will be further illustrated by examples. In gear processing, the most common inner tooth of the gear sleeve is an involute tooth shape, and the direction of the tooth line can be a straight line or a helical line (such as figure 1 shown). Its rotating speed of the main shaft 3 of workpiece 1 of the present invention is n 1 , the speed of spindle 4 of tool 2 is n2, n 1 with n 2 The ratio is equal to the ratio of the number of tool teeth to the number of workpiece teeth. During processing, the axis of the workpiece spindle and the axis of the tool spindle form an axial angle α, and the angle α is the algebraic sum of the workpiece tooth helix angle β and the tool tooth helix angle γ (such as figure 2 ). The blade shape of the tool 2 is designed to be a conjugate shape with the tooth shape of the workpiece 1 . The multi-axis motion controller 5 controls the workpiece 1 and the tool 2 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More