

Method for controlling steel feeding temperature of band steel of hot strip mill
A technology of hot continuous rolling mill and control method, applied in the field of metallurgical hot rolling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0157] Take Baosteel Co., Ltd.’s 1880mm hot rolling plant for rolling SPHC strip steel as an example:
[0158] 1. The concrete strip steel kind and specification thereof that embodiment uses
[0159] Strip type
Specification
SPHC
30-70mm
SS330
30-70mm
SS400
30-70mm
ST37-2
30-70mm
ST44-2
30-70mm
B380CL
30-70mm
SS490
30-70mm
SAPH440
30-70mm
QSTE340TM
30-70mm
QSTE380TM
30-70mm
QSTE420TM
30-70mm
WELTEN590RE
30-70mm
[0160] Strip type
Specification
B20H
30-70mm
30CrMo
30-70mm
30CRMO
30-70mm
B40
30-70mm
65MN
30-70mm
50MN2V
30-70mm
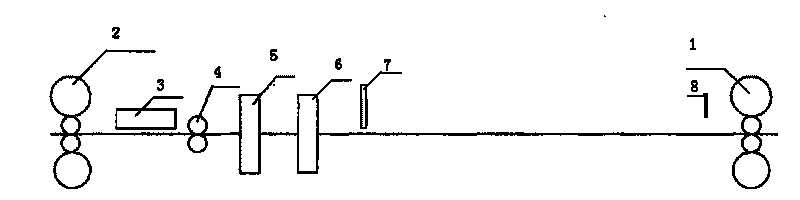
[0161] 2. Determine the length from the exit of rough rolling to the entrance of finish rolling to be 120-140m.
[0162] 3. Determine the switching point. The switching point is selected at 50m plus 10m of the maximu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More