Method for rolling special thick board by means of vacuum compositing
A technology of compound rolling and extra-thick plate, applied in the field of vacuum compound-rolling extra-thick plate, can solve the problems of high energy consumption, uneven chemical composition and physical properties, and high production cost, and avoid uneven ends and good Application prospect, easy operation effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] A method for vacuum composite rolling of extra-thick plates according to the present invention will be described in combination with embodiments and accompanying drawings.
[0027] Method of the present invention carries out according to the following steps:
[0028] Step 1. Select two continuous casting billets whose material is Q235B and whose size is 270mm×2100mm×2400mm. Weld two support plates on the two sides of one of the billets respectively, and the material of the support plate is Q235. Use a gantry milling machine to process the composite surfaces of the two blanks until the metal surface is exposed, and stack the composite surfaces of the two blanks on the trolley. The blank welded with the support plate is used as the upper blank. For a billet, the lifting speed is 1mm / min, and the lifting height is 1mm;
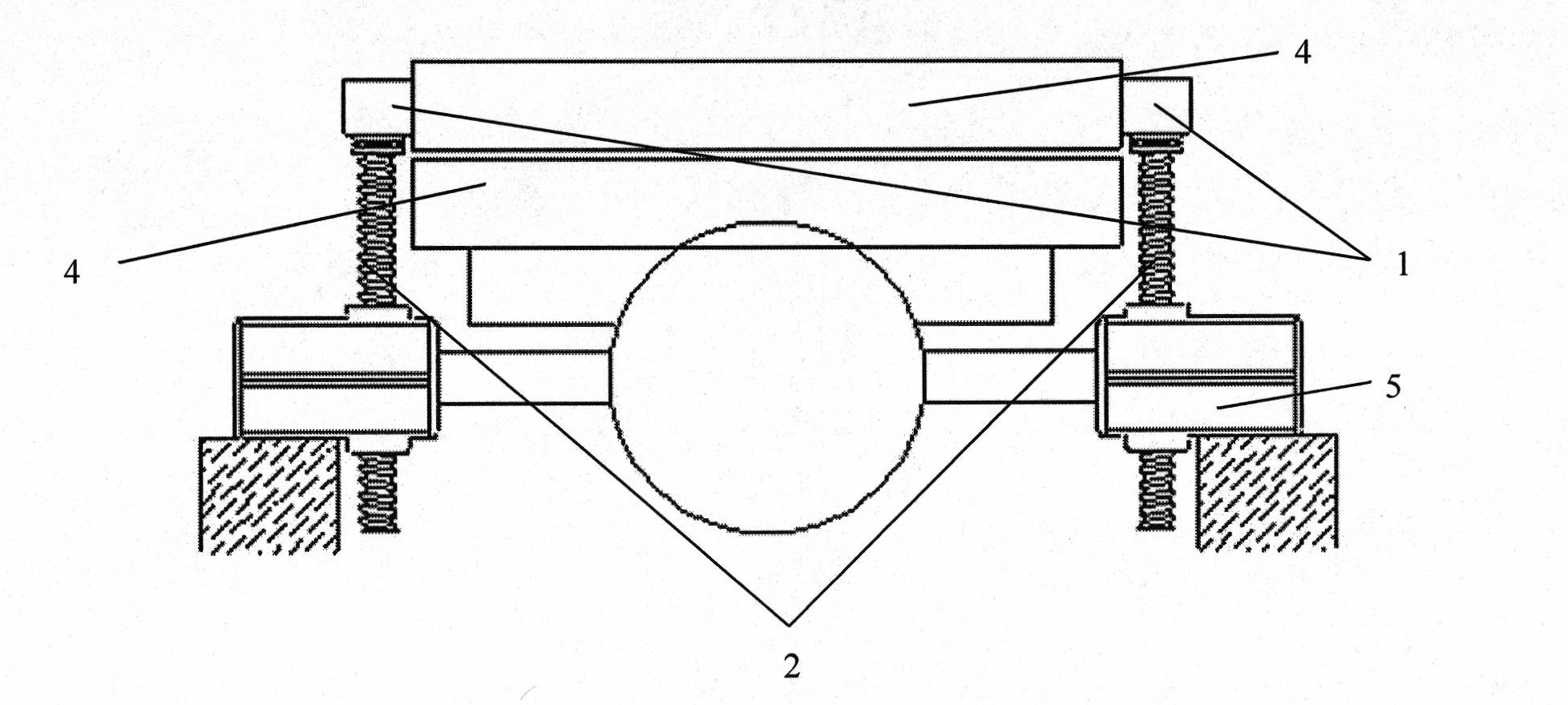
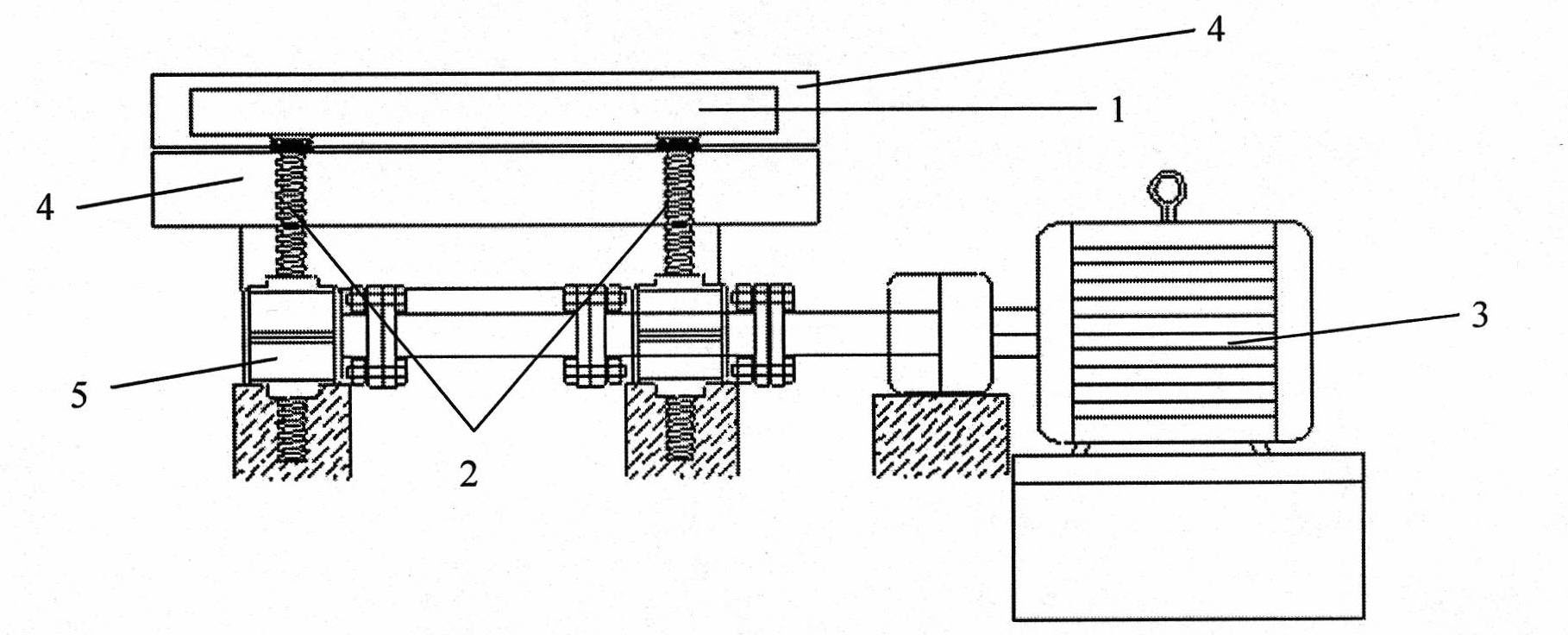
[0029] The mechanical lifting device such as figure 1 with 2 The shown includes two support plates, four support rods, a motor and a bracket, the suppo...
Embodiment 2
[0035] Step 1. The material of the two continuous casting billets is Q235B, and the size is 270mm×2100mm×2400mm. Two support plates are respectively welded on the two sides of one of the billets, and the material of the support plate is Q235. Use a gantry milling machine to process the composite surfaces of the two blanks until the metal surface is exposed, and stack the composite surfaces of the two blanks on the trolley. The blank welded with the support plate is used as the upper blank. For each billet, the lifting speed is 30mm / min, and the lifting height is 1.5mm;
[0036] Step 2. Use the mechanical lifting device to raise the upper blank, and then start vacuuming, vacuum degree = 0.5×10 -2 Pa, use the billet lifting mechanism to lower the upper layer of the superimposed two blanks, so that the two blanks are re-stacked together, and carry out electron beam welding around the joint surface of the blanks. The welding voltage is 80kV, the current is 100mA, and the welding s...
Embodiment 3
[0039] Step 1. The material of the two continuous casting billets is Q235B, and the size is 270mm×2100mm×2400mm. Two support plates are respectively welded on the two sides of one of the billets, and the material of the support plate is Q235. Use a gantry milling machine to process the composite surfaces of the two blanks until the metal surface is exposed, and stack the composite surfaces of the two blanks on the trolley. The blank welded with the support plate is used as the upper blank. For a billet, the lifting speed is 60mm / min, and the lifting height is 2mm;
[0040] Step 2. Use the mechanical lifting device to raise the upper blank, and then start vacuuming, vacuum degree = 0.75×10 -2 Pa, use the billet lifting mechanism to lower the upper blank of the superimposed two blanks, so that the two blanks are stacked again, and carry out electron beam welding around the joint surface of the blanks. The welding voltage is 150kV, the current is 200mA, and the welding speed is 5...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com