

Control method for preventing deformation in quenching process of 9Cr18 thin-wall bearing ring
A technology of thin-walled bearings and control methods, applied in the field of heat treatment, to achieve good roundness, improve grinding efficiency, and reduce grinding allowance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
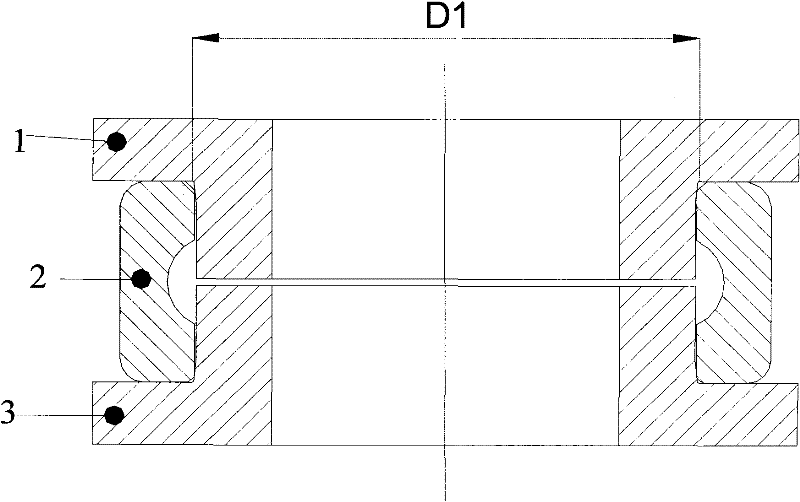
[0016] combine figure 1 , the anti-deformation control method used in the quenching treatment of 9Cr18 thin-walled bearing rings in the present invention is to design a set of quenching molds first, and the quenching mold is composed of an upper mold 1 and a lower mold 3. The contact outer diameter D1 of the die or the lower die is 100.32% of the inner diameter of the 9Cr18 thin-walled bearing ring 2, the maximum outer diameter of the upper die or the lower die is greater than the outer diameter of the 9Cr18 thin-walled bearing ring, and the contact outer diameter of the upper die or the lower die The wall thickness at D1 is greater than the maximum wall thickness of the 9Cr18 thin-walled bearing ring, and the sum of the effective widths at the contact outer diameter D1 of the upper and lower dies is less than the width of the 9Cr18 thin-walled bearing ring.
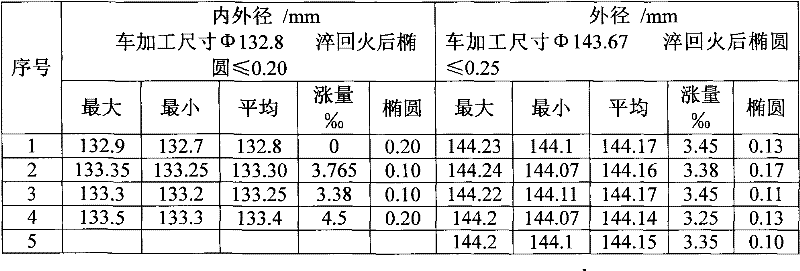
[0017] If the outer diameter of the 9Cr18 thin-walled bearing ring is Φ143.67mm, the inner diameter is Φ132.8mm, and ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More