

Manufacture method for preventing edge crack generated during low-carbon cold rolling of paper-thin strip steel
A technology of ultra-thin strip and steel edge, applied in metal rolling, manufacturing tools, metal rolling, etc., to achieve the effect of eliminating edge crack defects of strip steel, improving production efficiency, and maintaining edge quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
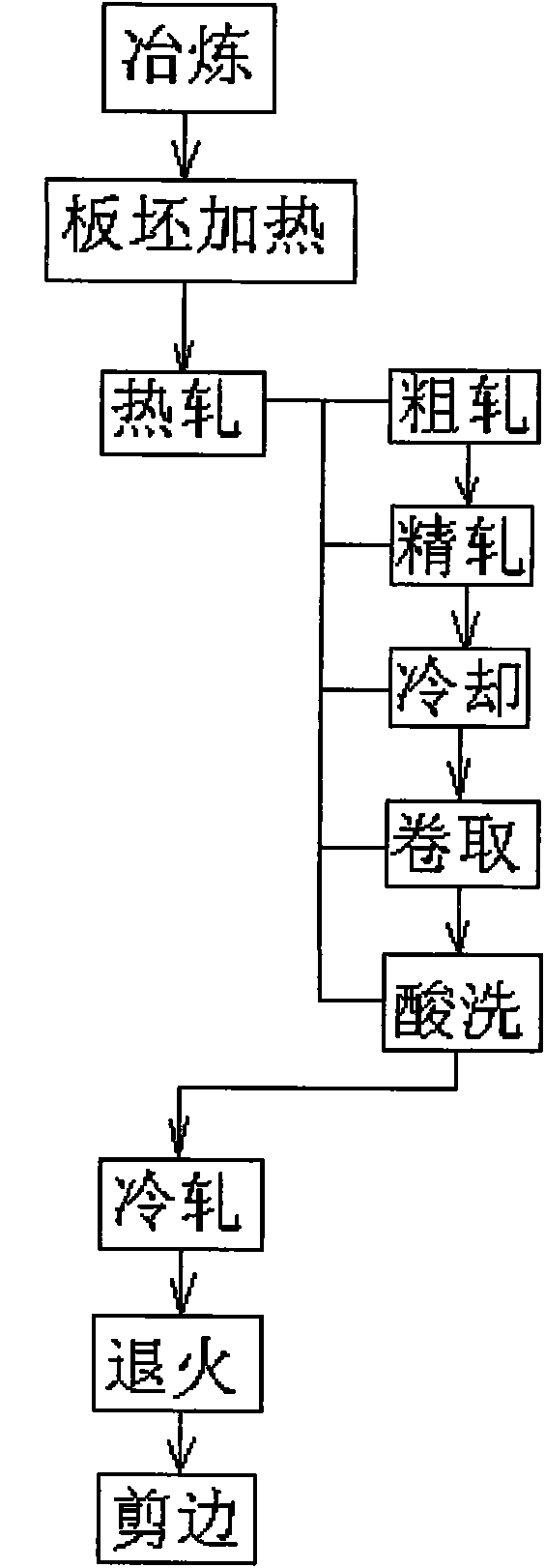
[0055] Production method, steps:
[0056] 1) Smelting: Desulfurization of molten iron, converter smelting, argon blowing treatment in argon station, continuous casting, the chemical composition (by weight %) of the steel produced is: C 0.035, Si 0.01, Mn 0.22, P 0.013, S 0.007, Als 0.037, N 0.0025, and the rest are Fe and unavoidable impurities.
[0057] 2) Conduct hot rolling controlled rolling and controlled cooling: heat the slab to 1220°C, the temperature difference between the same slabs is ≤35°C; the exit temperature of rough rolling is 1070°C, and the side pressure is 30mm; 895°C, the thickness of the hot-rolled coil is 3.0mm, and the width is 1015mm. After the final rolling, the front cooling is adopted, and the cooling rate is 20°C / s; the coiling temperature is 690°C; the wear depth of the guide plate liner on the entrance side of the coiler is controlled <3mm, And the number of wear grooves on the lining plate is less than 2; the grain structure of the hot-rolled pl...
Embodiment 2
[0060] Production method, steps:
[0061] 1) Smelting: Desulfurization of molten iron, converter smelting, argon blowing treatment in argon station, continuous casting, the chemical composition (by weight %) of the steel produced is: C 0.06, Si 0.012, Mn 0.24, P 0.022, S 0.012, Als 0.041, N 0.0035, and the rest are Fe and unavoidable impurities.
[0062] 2) Conduct hot rolling and controlled rolling and controlled cooling: heat the slab to 1230°C, the temperature difference between the same slabs is ≤33°C; the exit temperature of rough rolling is 1075°C, and the side pressure is 40mm; the side pressure of the finishing rolling F1E vertical roll is 6mm; 890°C, the thickness of the hot-rolled coil is 2.75mm, and the width is 1010mm. After the final rolling, the front cooling is adopted, and the cooling rate is 18°C / s; the coiling temperature is 669°C; the wear depth of the guide plate liner on the entrance side of the coiler is controlled <5mm, And the number of wear grooves on...
Embodiment 3
[0065] Production method, steps:
[0066] 1) Smelting: Desulfurization of molten iron, converter smelting, argon blowing treatment in argon station, continuous casting, the chemical composition (by weight %) of the steel produced is: C 0.065, Si 0.018, Mn 0.31, P 0.024, S 0.019, Als 0.043, N 0.0044, and the rest are Fe and unavoidable impurities.
[0067] 2) Conduct hot rolling and controlled rolling and controlled cooling: heat the slab to 1245°C, the temperature difference between the same plates is ≤38°C; the exit temperature of rough rolling is 1088°C, and the side pressure is 45mm; the side pressure of F1E vertical roll for finish rolling is 4mm; 889°C, the thickness of the hot-rolled coil is 3.5mm, and the width is 1010mm. After the final rolling, the front cooling is adopted, and the cooling rate is 18°C / s; the coiling temperature is 661°C; the wear depth of the guide plate liner on the entrance side of the coiler is controlled <6mm, And the number of worn grooves on t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More