

Neural network-based grinding machining working condition detection method
A neural network and grinding technology, applied in the field of mechanical processing, can solve the problems of workpiece burn, processing efficiency and quality impact, workpiece and tool damage, etc., to avoid unnecessary damage, improve processing efficiency, and reduce dependence. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0038] The present invention will be further explained below in conjunction with the accompanying drawings.
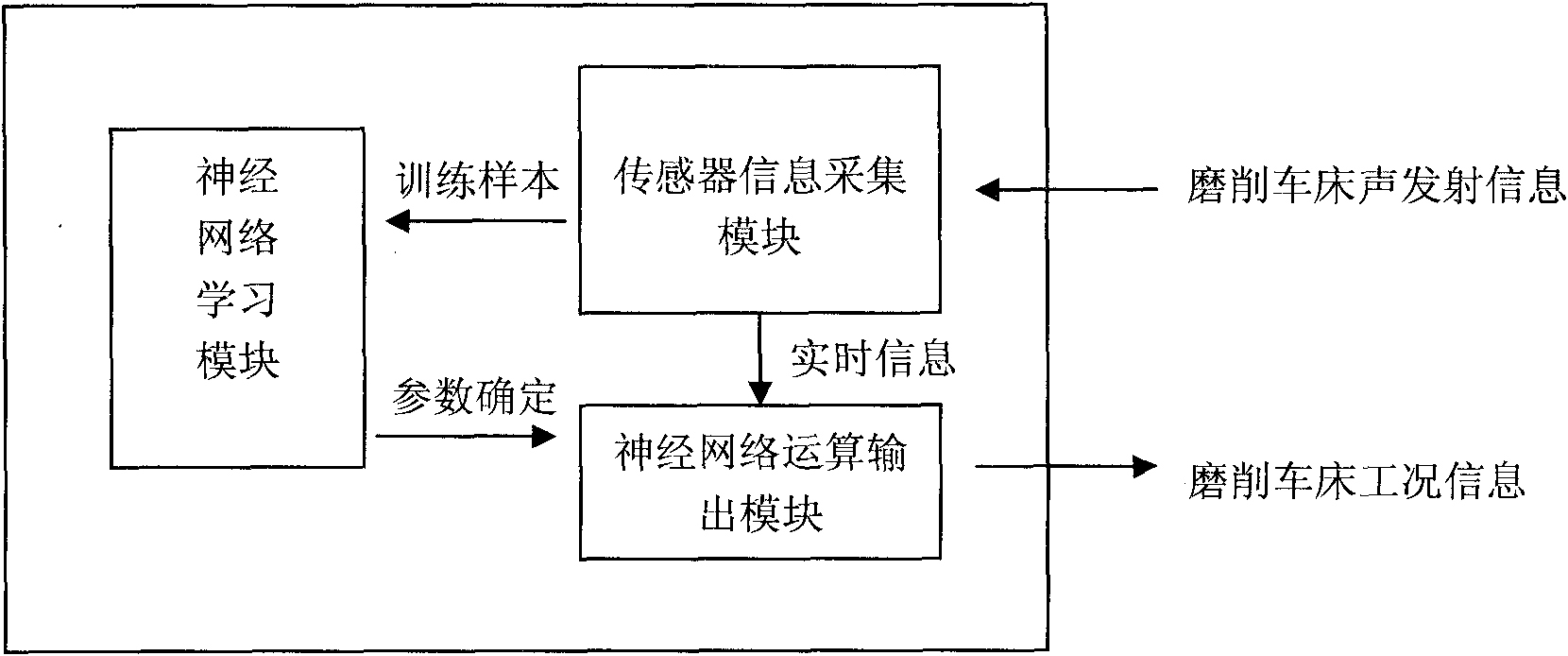
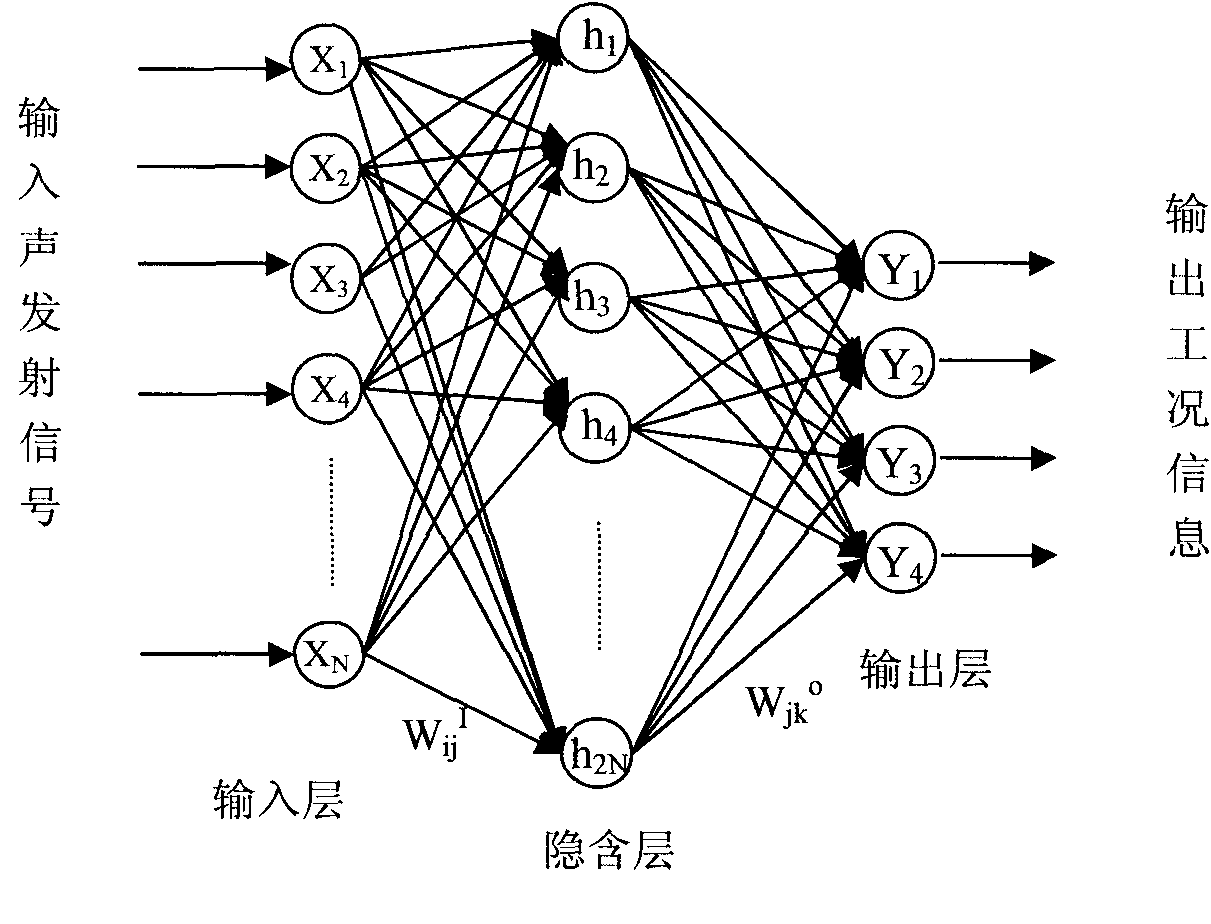
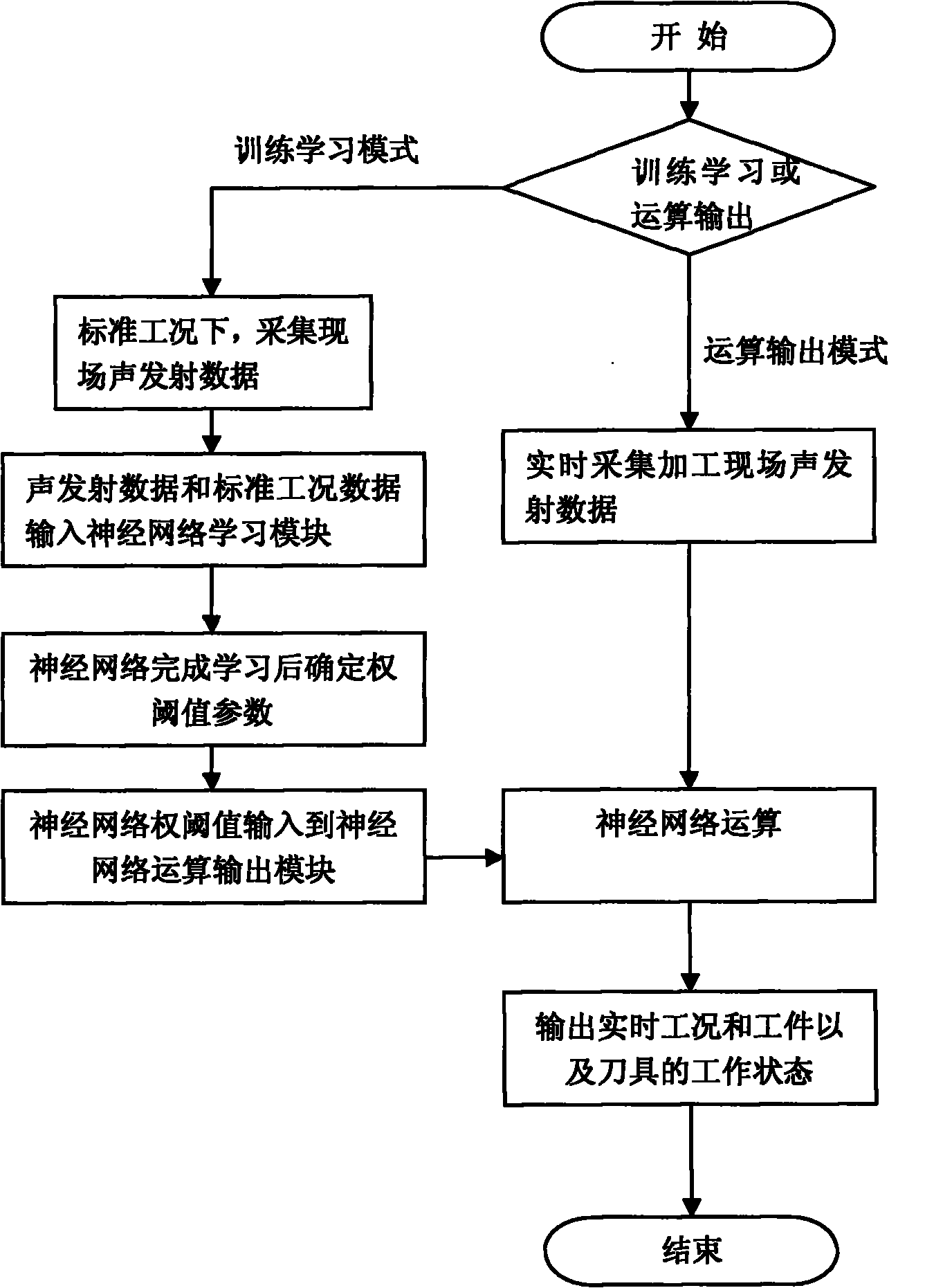
[0039] Such as figure 1 , 2 As shown in and 3, the neural network-based mechanical grinding working condition detection system of the present invention includes a sensor information acquisition module, a neural network learning module and a neural network operation output module.
[0040] The sensor information acquisition module is an acoustic emission sensor, which mainly collects various acoustic emission signals during processing according to a preset sampling frequency.
[0041] The neural network learning module is used to determine the weight threshold parameters of the neural network, and pass it to the neural network operation output module for use. In the learning and training phase, the sample library is formed by collecting the acoustic emission signals when the tool and the workpiece are in contact, the acoustic emission signals when the tool (grinding w...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More