

Machining method and cutter head of support tube in large-scale track forging manipulator
A technology for a forging manipulator and a processing method, which is applied in the direction of manufacturing tools, metal processing equipment, tools for lathes, etc., to achieve the effects of good cutting effect, good processing effect and high stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
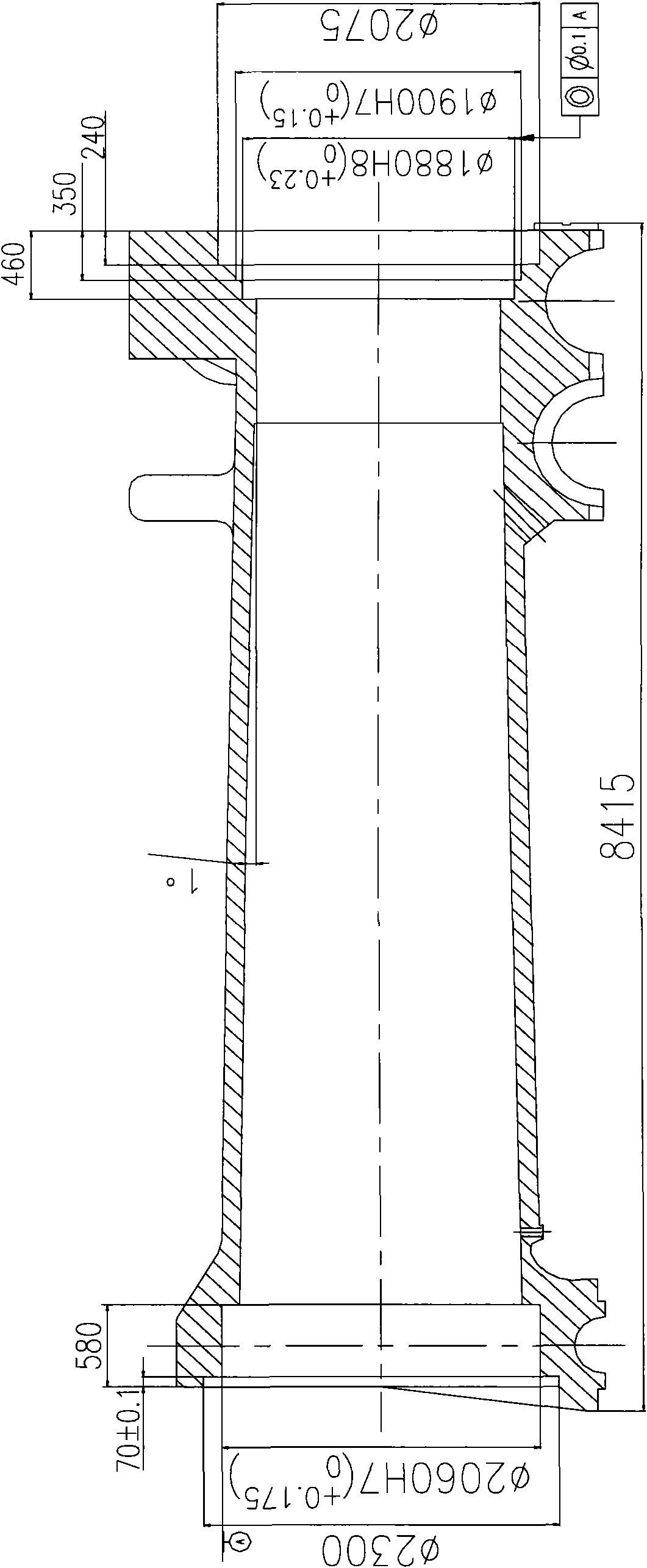
[0031] The processing method of the support tube in the large-scale rail forging manipulator of the present invention can process the support tube with the bearing holes at both ends not less than 1.7 meters, and the coaxiality of the bearing holes at both ends meets the specified accuracy requirements; the following steps are adopted:
[0032] 1. Sectional rough machining;
[0033] Rough machining of the pipe head: leave 10mm margin on one side, rough turn the pipe head Φ2300 / Φ2060H7 hole, and weld the cutout;
[0034] Rough machining of pipe tail: leave 10mm allowance on one side, rough turn pipe tail Φ2070 / Φ1900H7 / Φ1880H7 hole, turn butt welding cutout;
[0035] Rough machining of the pipe body: welding cuts at both ends of the car;
[0036] 2. Welding into a whole; welding the pipe head, pipe body and pipe tail into one;
[0037] 3. Semi-finishing;
[0038] After the workpiece is marked, go to the CNC dragon milling machine to find the alignment; for the rough and fine ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More