

High-frequency copper tube pulling-casting process
A copper tube, high-frequency technology, applied in the high-frequency drawing casting process of copper tube processing, can solve the problems of unstable product tensile strength, uneven casting billet structure, short life of graphite mold, etc., and achieve uniform mechanical properties Stabilization, reduction of sawtooth damage, and improvement of service life
Active Publication Date: 2010-11-10
NINGBO JINTIAN COPPER TUBE +1
View PDF1 Cites 9 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
When the copper tube is produced by the casting and rolling method, the copper tube blank is produced by the drawing casting process. The commonly used tube blank drawing casting process generally adopts the "pull-stop" process. The pulling frequency of the drawing casting machine is usually between 40-50HZ. The casting speed is low, resulting in high power consumption per unit of product, short graphite mold life, uneven billet structure, and defects such as porosity and looseness, resulting in many sawtooth damage to the finished product after rolling and coiling, and unstable product tensile strength. low rate
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
Embodiment 2
Embodiment 3
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
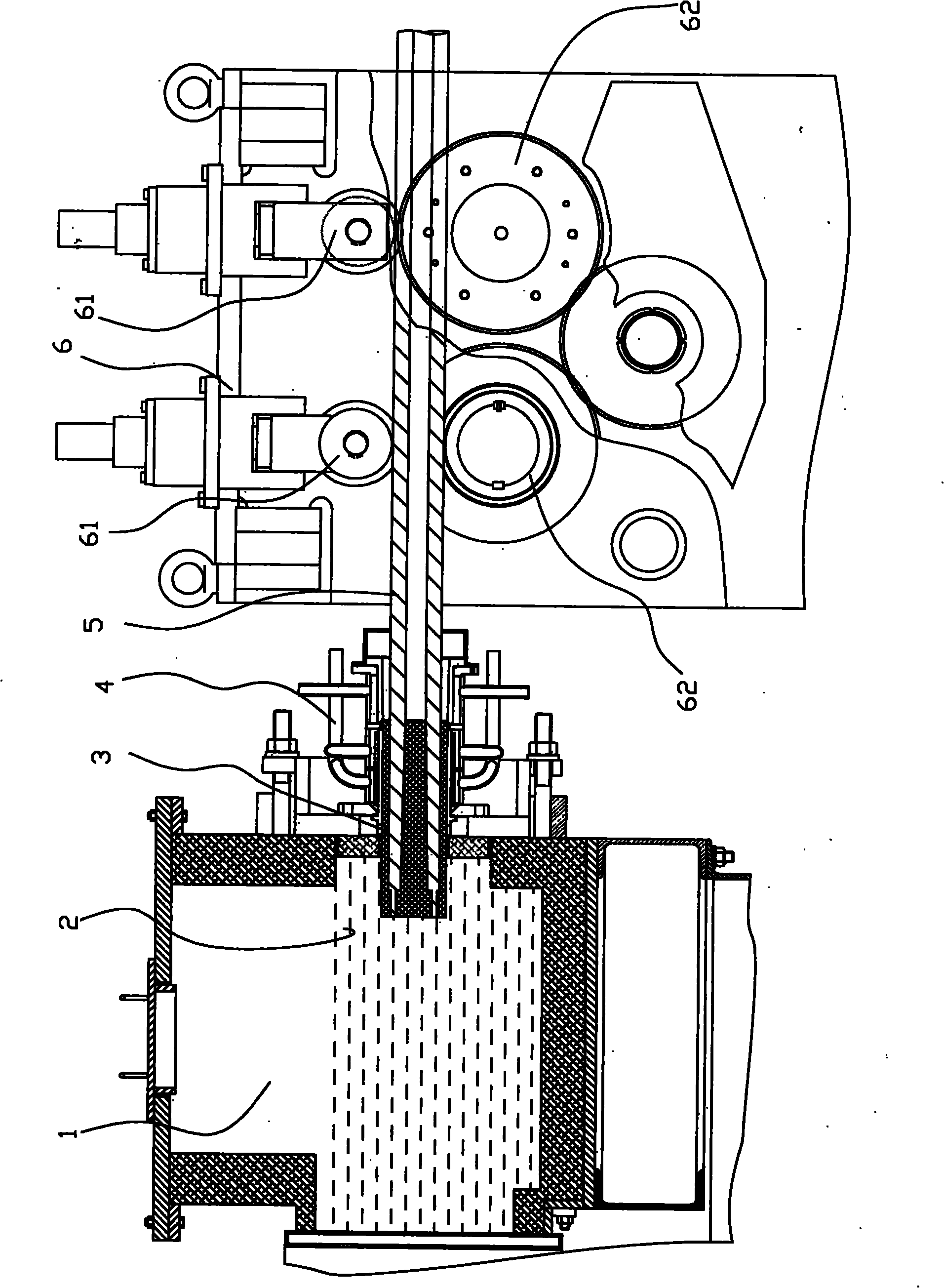
The invention discloses a high-frequency copper tube pulling-casting process. When copper tube blanks are pulled-cast under the traction of a tractor, the pulling-casting temperature is controlled to be 1,150 to 1,160 DEG C, the cooling water temperature of a crystallizer is controlled to be 0.7 to 0.9 MPa, a cooling water flow is controlled to be 22 to 28 m<3> / h, and a continuous cycle process, of which a process unit comprises forward pulling, stopping, backward pushing, stopping, backward pushing and stopping, is adopted. In the forward-pulling casting process, the backward-pushing process is added, so that the texture of the tube blanks is compact and the metallographical phase of the tube blanks is uniform. Therefore, the mechanical performance, such as tensile strength and the like, of the finished products is uniform and stable; the shortcomings, such as air vents, loosening and the like, of the tube blanks are reduced; sawtooth damages, caused by the small air vents, in the finished products obtained by rolling and jiggering are reduced; the quality and yield of the finished products are improved; the traction speed in the pulling-casting process is high and can maximally reach 466mm / min; and compared with the conventional continuous process, the process improves the continuous casting speed by 1 to 5 times and reduces the energy consumption of specific yield by 7 to 9 percent; and different pulling-casting speeds can be configured according to the degree of wear of a graphite die in the crystallizer, so the service life of the crystallizer is prolonged and the production cost is saved.
Description
A high-frequency drawing-casting process for copper tubes technical field The invention relates to a high-frequency drawing-casting process, in particular to a high-frequency drawing-casting process for processing copper pipes. Background technique When the copper tube is produced by the casting and rolling method, the copper tube blank is produced by the drawing casting process. The commonly used tube blank drawing casting process generally adopts the "pull-stop" process. The pulling frequency of the drawing casting machine is usually between 40-50HZ. The casting speed is low, resulting in high power consumption per unit of product, short graphite mold life, uneven billet structure, and defects such as porosity and looseness, resulting in many sawtooth damage to the finished product after rolling and coiling, and unstable product tensile strength. low rate. Therefore, the traditional copper tube billet drawing casting process needs to be further improved. Contents of t...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More IPC IPC(8): B22D11/045B22D11/16
Inventor黄绍辉梁刚赵惠芬郑冰芳冯卫徐培江陈国其
OwnerNINGBO JINTIAN COPPER TUBE