

Control method for periodic variable-thickness strip rolling speed
A rolling speed and strip rolling technology, which is applied in the field of periodically variable thickness strip rolling speed control, can solve the problems that cannot meet the requirements of thickness and length control accuracy, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
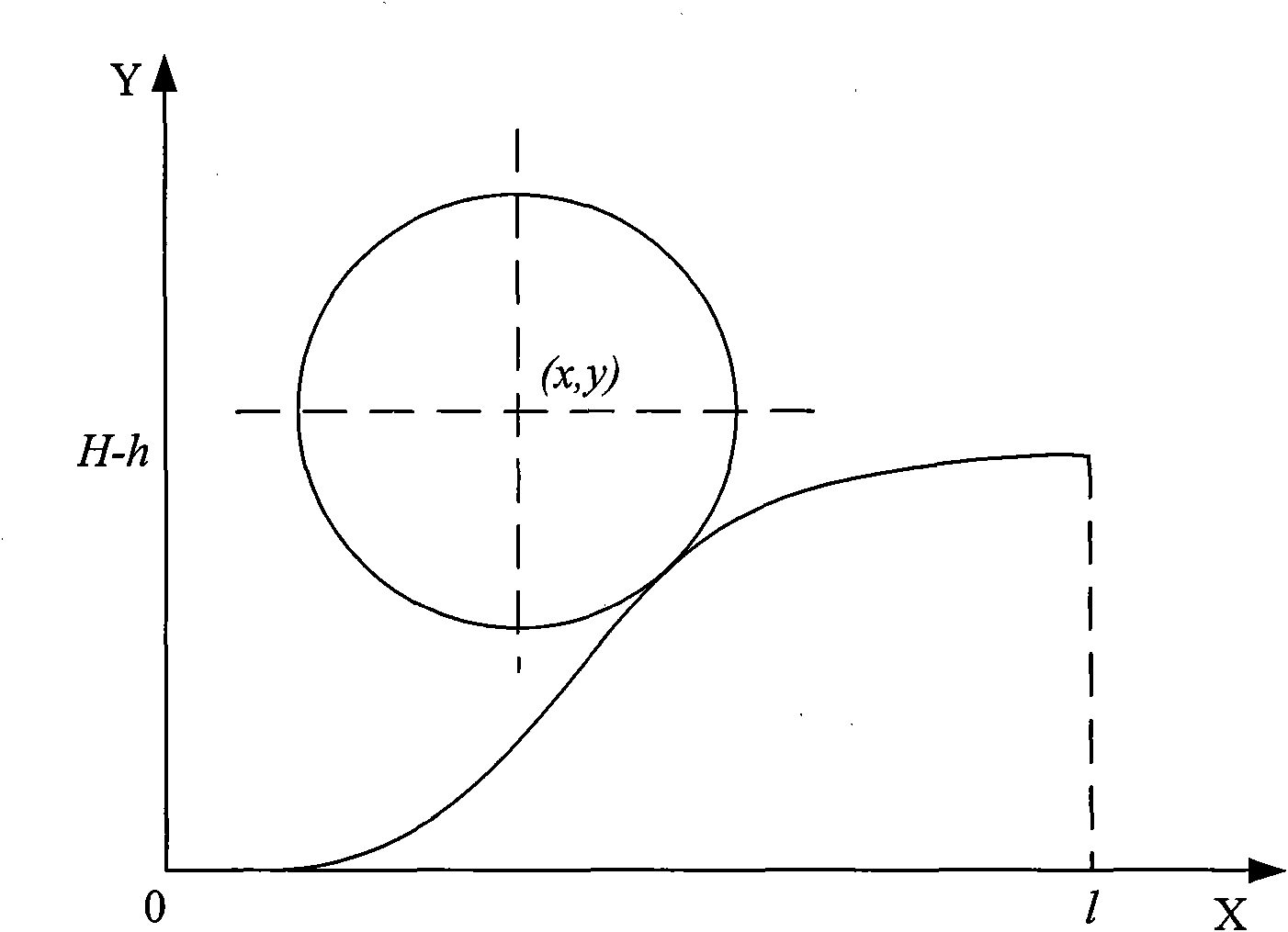
[0234] Taking one cycle as an example, the length of the rolling transition zone is l=200mm, the thickness of the thick zone is H=2mm, and the thickness of the thin zone is h=1mm;
[0235] Then the curve equation of the curve in the first transition zone is:
[0236] f d ( x ) = 3 80000 ( 200 - x ) 2 - 1 8000000 ( 200 - x ) 3
[0237] The curve equation of the second transition zone curve is:
[0238] f u ( x ) = 3 80000 x 2 - 1 8000000 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More