Steel for petroleum casing pipe, high-frequency electric resistance welding petroleum casing pipe and methods for manufacturing steel for petroleum casing pipe and high-frequency electric resistance welding petroleum casing pipe
A high-frequency resistance welding, oil casing technology, applied in resistance welding equipment, casing, manufacturing tools, etc., can solve the problems of gas shielded welding fracture, high steel alloy content, low strength, etc., to improve production efficiency, The effect of low alloy cost and significant economic benefits
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
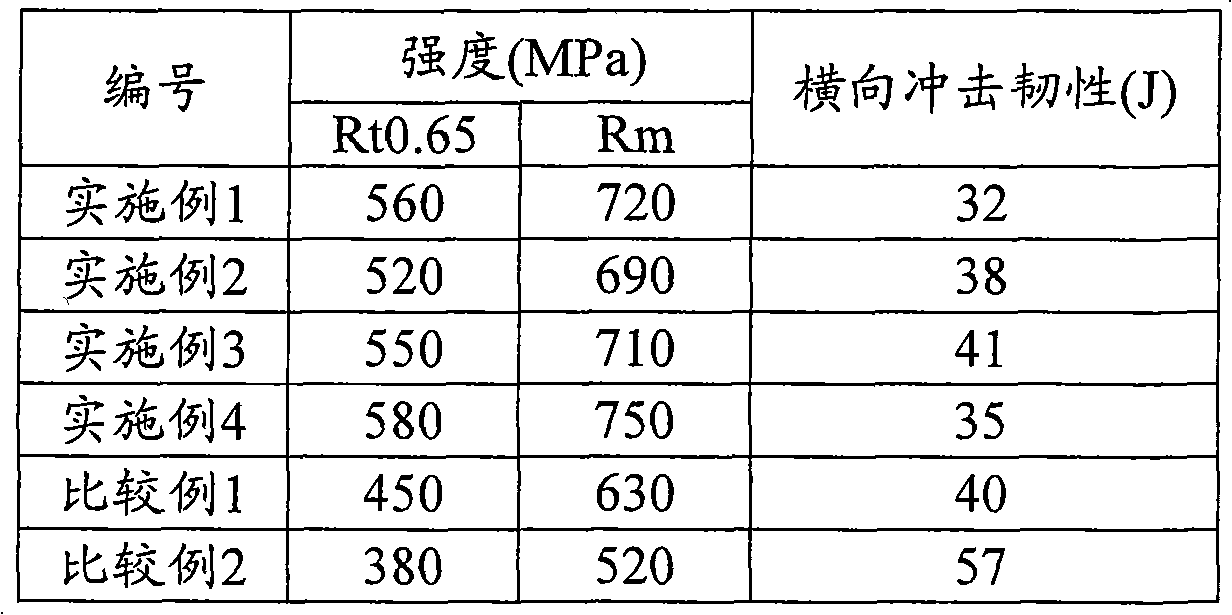
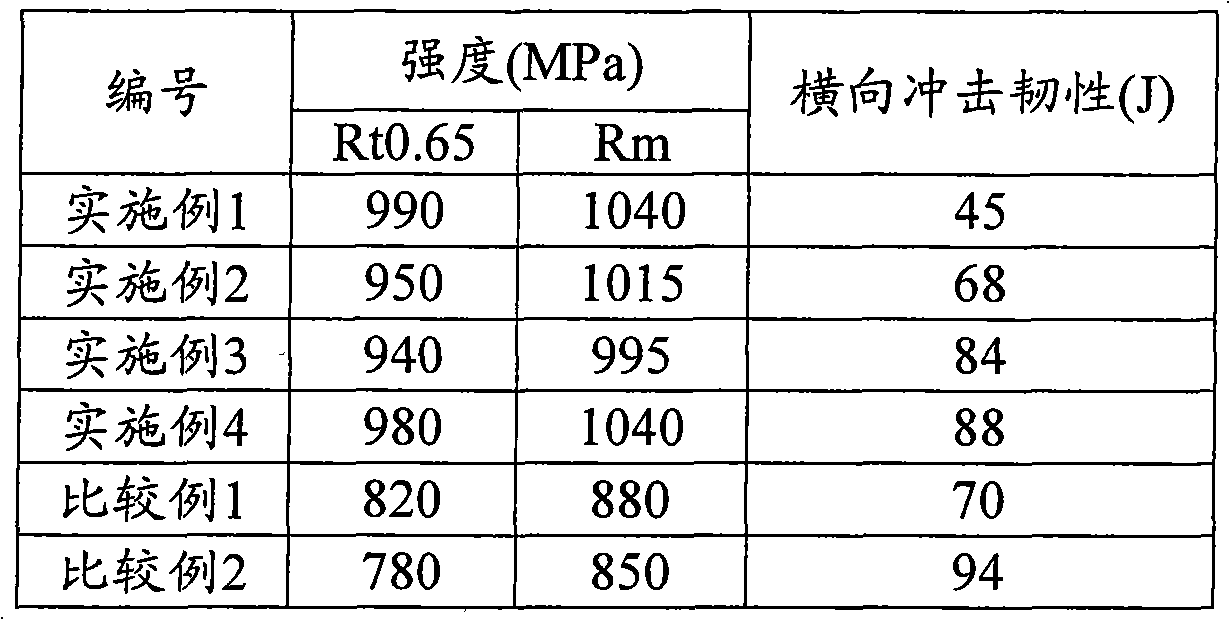
[0049] The chemical composition of Example 1 is shown in Table 1. The molten steel is smelted in a converter, casted, heated to 1220℃, and then rolled into strips, the final rolling temperature is 850℃, and the laminar flow is cooled to 650℃, then rolled into hot-rolled coils; coil CO 2 Gas shielded welding current is 560A-568A, welding speed is 50cm / min; high-frequency resistance welding power is 750kW, welding speed is 15m / min, and extrusion volume is 5mm. The heating temperature for heat treatment of the whole tube is 950℃, the heat is kept for 40min and then water quenched, the tempering temperature is 620℃, and the heat preservation time is 50min. The mechanical properties are shown in Table 2 and 3.
Embodiment 2
[0051] The chemical composition of Example 2 is shown in Table 1. The molten steel is smelted in a converter, casted, heated to 1250℃ and then rolled into strips, the final rolling temperature is 880℃, and the laminar flow is cooled to 680℃, and then rolled into hot-rolled coils; coil CO 2 Gas shielded welding current is 550A-560A, welding speed is 54cm / min; high-frequency resistance welding power is 800kW, welding speed is 12m / min, and extrusion volume is 4mm. The heating temperature of the heat treatment of the whole pipe is 900 ℃, the heat is kept for 50 minutes, and then water quenched, the tempering temperature is 620 ℃, and the holding time is 60 minutes. The mechanical properties are shown in Table 2 and 3.
Embodiment 3
[0053] The chemical composition of Example 3 is shown in Table 1. The molten steel is smelted in a converter, cast, heated to 1200°C, and then rolled into strips, the final rolling temperature is 900°C, and the laminar flow is cooled to 700°C, and then rolled into hot-rolled coils; 2 Gas shielded welding current is 570A-578A, welding speed is 55cm / min; high-frequency resistance welding power is 700kW, welding speed is 12m / min, and extrusion volume is 6mm. The heating temperature of the whole pipe heat treatment is 920℃, the heat is kept for 45min and then water quenched, the tempering temperature is 650℃, and the holding time is 70min. The mechanical properties are shown in Table 2 and 3.
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| carbon equivalent | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com