

Cold induction quenching process for single tooth back of large-modulus gear ring
A technology of induction hardening and large modulus, applied in the direction of quenching device, improvement of process efficiency, manufacturing tools, etc., can solve problems such as quenching cracks on tooth surface or tooth root, parts scrapping, etc., to prevent quenching cracks, avoid quenching cracks, Resolve sensitive effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] Embodiments of the present invention are given in conjunction with the accompanying drawings, but the present invention is not limited to the following embodiments.
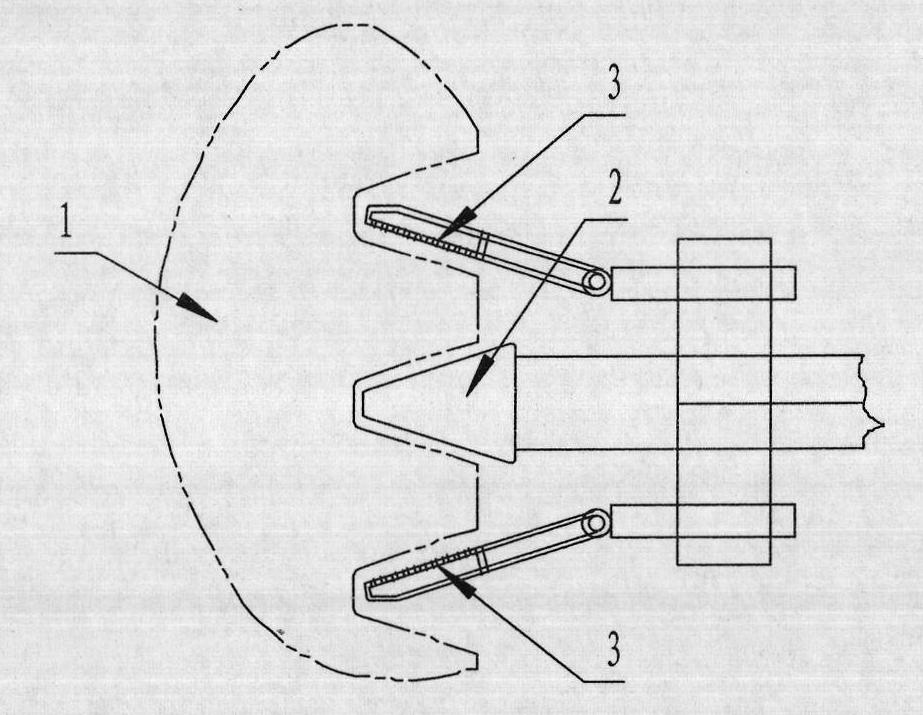
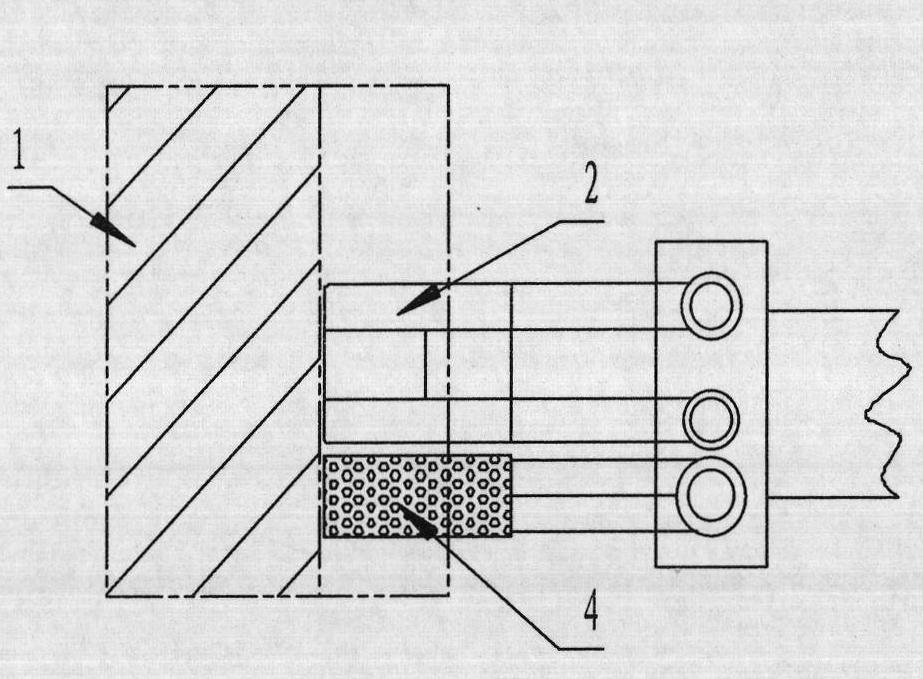
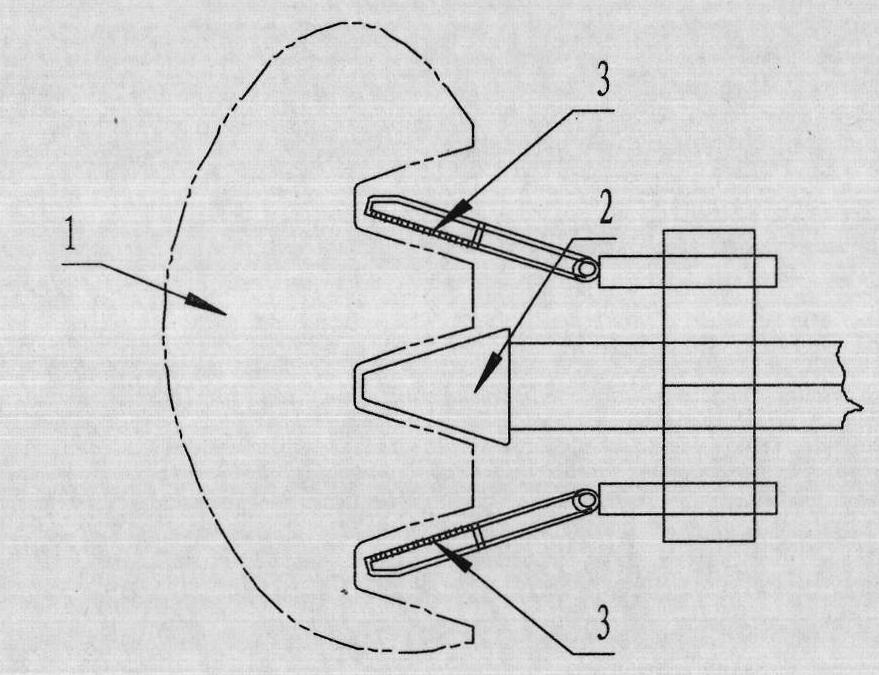
[0020] Such as Figure 3-4 As shown, the embodiment of the present invention is that the tooth back cold quenching process of M18 is as follows:
[0021] 1. Adjust the concentration of the quenching medium to 4% to 6%. Since the cooling speed of the back cooling is slow, the lower the concentration of the quenching medium is, the faster the cooling rate will be. Therefore, only by reducing the concentration of the quenching medium to increase the cooling rate can the purpose of quenching be achieved. However, the concentration of quenching medium below 4% will increase the quenching stress, thereby increasing the deformation of the teeth, while the concentration of quenching medium above 6% will make the surface hardness low and the depth of hardened layer will be shallow. Therefore, based on repeated test...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More