

Method for realizing precision straightening of thin-wall seamless steel tubes by adopting six-roller straightener
A seamless steel pipe and straightening technology, which is applied in the field of precision straightening of thin-walled seamless steel pipe, can solve the problems of spiral indentation, surface depression, and low pass rate on the steel pipe surface
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0072] Basic parameters of seamless steel pipe straightening mill:
[0073] Straightening roll length is 660mm
[0074] Straightening roll diameter is 480mm
[0075] Straightening temperature 500℃
[0076] Straightening speed 10-72m / min
[0077] Material of seamless steel pipe: 29CrMo44V
[0078] The mechanical performance index is σ E =36.92Mpa, E=21920Mpa
[0079] The dimensions and specifications of the steel pipes are respectively outer diameter d=273.05mm and wall thickness t=10.16mm.
[0080] The specific implementation process is as Figure 4 As shown, the specific description is as follows.
[0081] First enter the raw data.
[0082] (1) steel pipe straightening or correction process
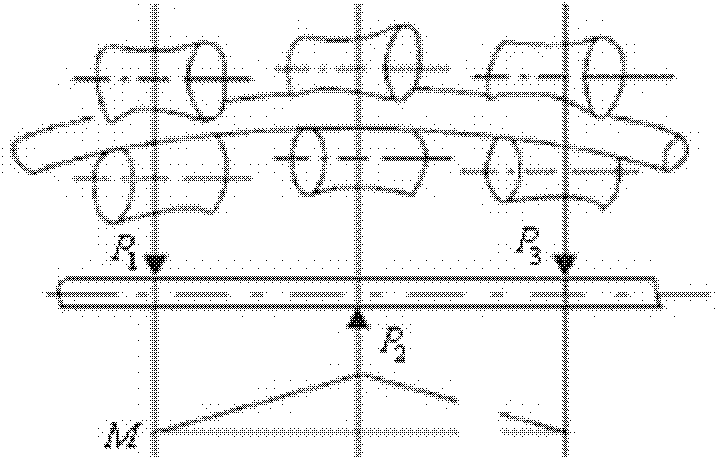
[0083] After the pipe enters the straightening roller, it is subjected to the pressure of the contacting roller for a certain length to produce bending and flattening deformation at the same time. Bending and straightening makes the pipe bend and deform under the rolling action ...
Embodiment 2
[0162] Basic parameters of seamless steel pipe straightening mill:
[0163] Length of straightening roll L=660mm
[0164] Straightening roll diameter D = 480mm
[0165] Straightening temperature 500℃
[0166] Straightening speed 10-72m / min
[0167] Material of seamless steel pipe: 29CrMo44V
[0168] The mechanical performance index is σ E =36.92Mpa, E=21920Mpa
[0169] The dimensions and specifications of the steel pipes are respectively d=219.08mm and t=6.71mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More