

Uniformly-dispersed particle reinforced metal-based composite material and preparation method thereof
A composite material and particle reinforcement technology, which is applied in metal rolling and other directions, can solve problems such as uneven stress distribution, uneven distribution of second phase particles, and reduced material processing yield, so as to reduce uneven stress distribution and process Easy to control and conducive to the effect of large-scale production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
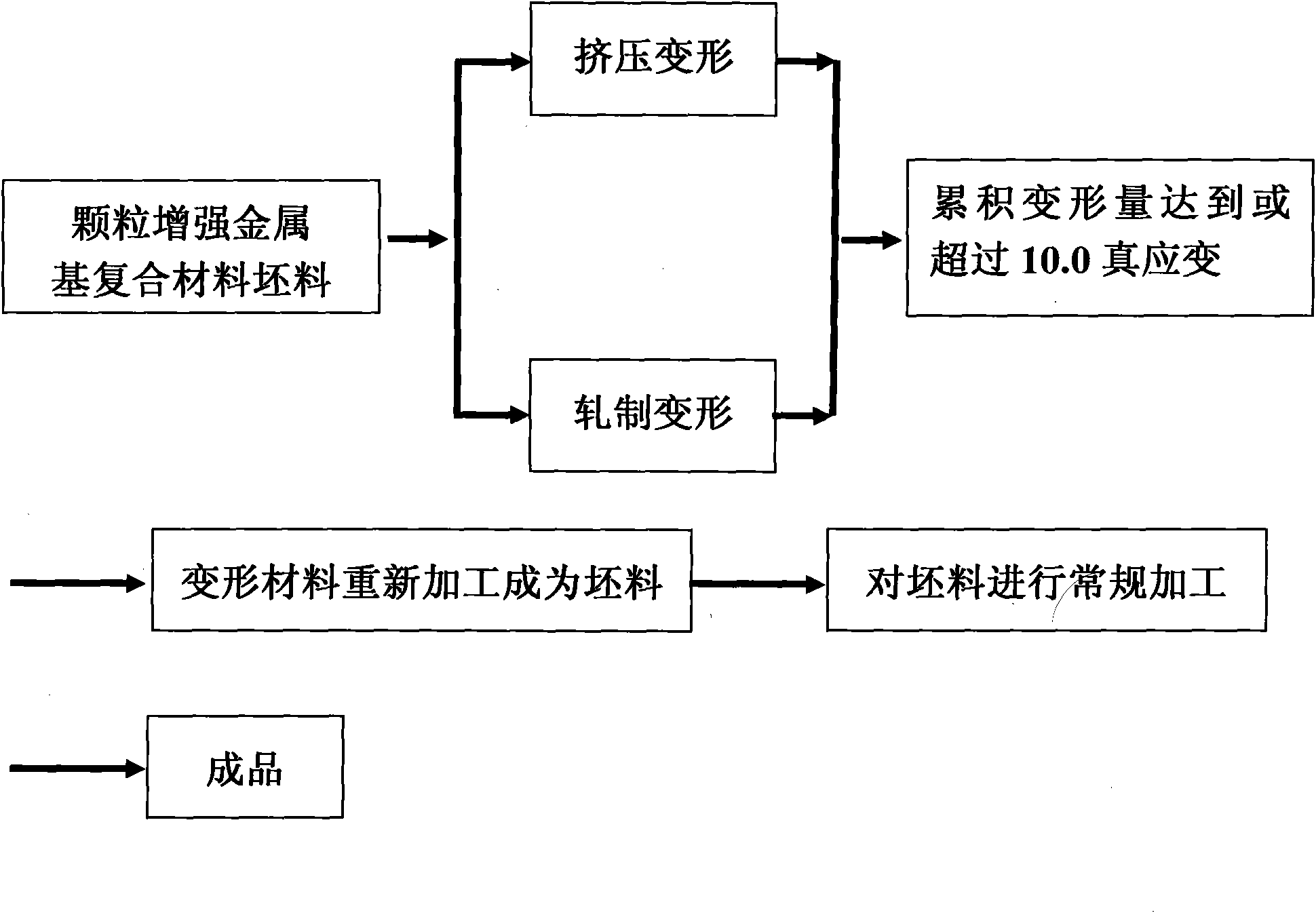
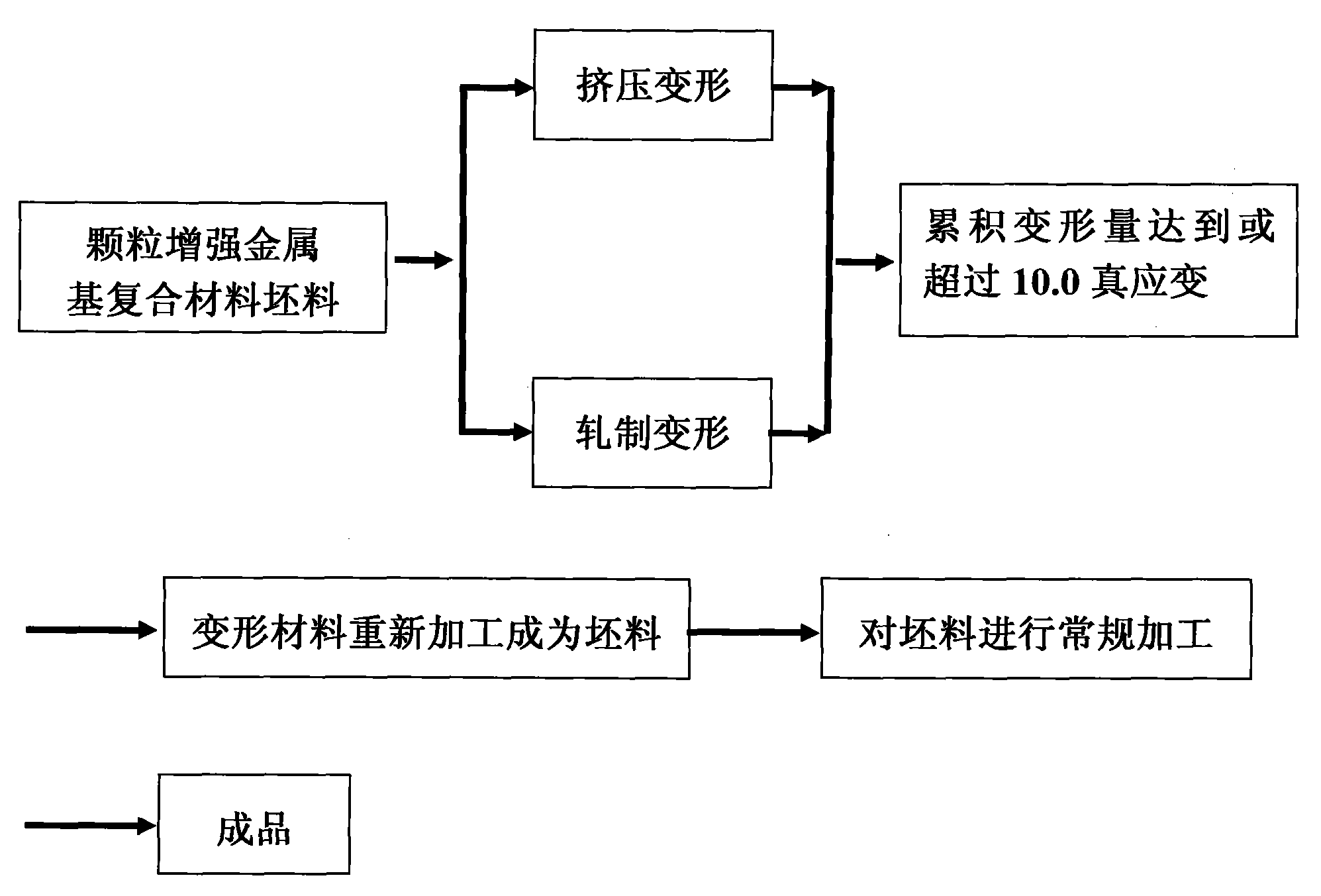
[0044] AgCeO made by reactive synthesis 2 Composite material (CeO 2 The mass percentage is 10%) the ingot is made into a slab with a thickness of 5.0mm by extrusion, and the slab is cut into four sections and stacked into a rolled billet with a thickness of 20.0mm. After the billet is heated at 860°C for 3h Send into rolling mill, roll into the billet after rolling deformation of 5.0mm. Then, the rolled and deformed blank was processed according to the above process, and the rolling was repeated eight times. The true strain of the composite material reached 11.09, and it became the uniformly dispersed AgCeO of the second phase. 2 Composite material slab, after heating the slab at 800°C for 1h, hot rolling to a strip product with a thickness of 0.5mm, or cold rolling the slab into a strip product with a thickness of 1.0mm. According to the same process, AgSnO produced by powder metallurgy or reaction synthesis can also be 2 Composite material (SnO 2 mass percent is 10%) for...
Embodiment 2
[0046] Cu / Al made by internal oxidation 2 o 3 Composite material (Al 2 o 3 The mass percentage is 3%) the billet is made into a slab with a thickness of 10.0mm by extrusion, the slab is cut into five sections, and stacked into a rolling billet with a thickness of 50.0mm. The billet is heated at 830°C and then sent to Rolling mill, rolled into 10.0mm rolling deformed billet. Then, the rolled and deformed billet is processed according to the above process, and the rolling is repeated seven times. The true strain of the composite material reaches 11.3, and becomes the second phase uniformly dispersed Cu / Al 2 o 3 Composite material slab, the slab is cold-rolled to a strip product with a thickness of 1.0-5.0 mm.
Embodiment 3
[0048] Pb / B made by powder metallurgy 4 C composite material (B 4 C mass percentage is 4%) slabs are made into slabs with a thickness of 10.0mm by rolling, the slabs are cut into four sections, and rolled into a rolled billet with a thickness of 40.0mm, and the billets are sent after being heated at 450°C Enter the rolling mill, and roll into a 10.0mm billet after rolling deformation. Then, the rolled and deformed billet is processed according to the above process, and the rolling is repeated eight times. The true strain of the composite material reaches 11.09, and becomes the second phase with uniform dispersion of Pb / B 4 C Composite sheet products.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More