

Production process of radial tire
A radial tire and production process technology, applied in tires, other household appliances, household appliances, etc., can solve the problem of carcass joint uniformity, the effect of solving the problem is not good, the effect of secondary aggregation is not good, and the degree of vulcanization cannot be completely solved, etc. problems, to ensure the uniformity of mixing, the degree of vulcanization is uniform, and the effect of avoiding loosening
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
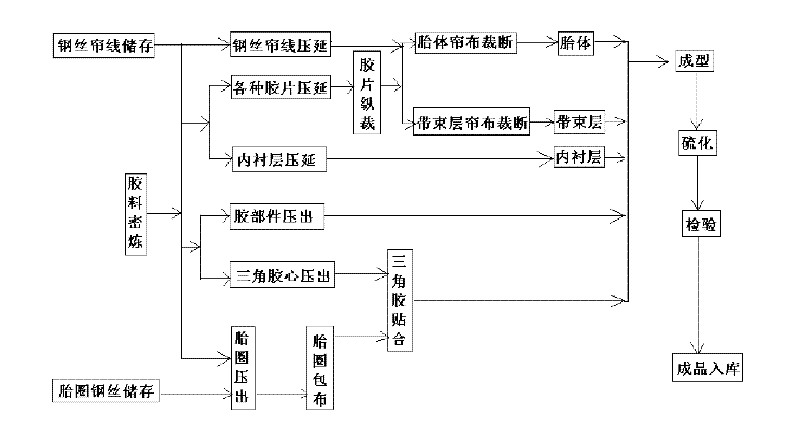
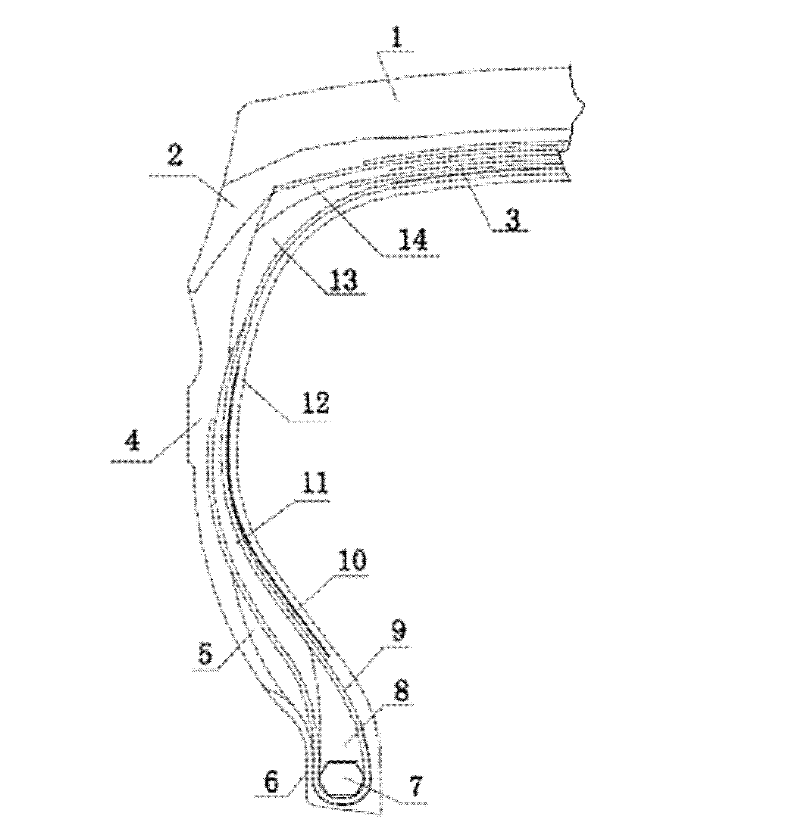
[0020] Embodiment one: technical process such as figure 1 As shown, the tire structure is as figure 2 Shown:
[0021] The internal mixing process uses a 420-type internal mixer. The raw materials are mixed and processed in the internal mixer. When the rubber material is mixed to 140 ° C, the speed of the internal mixer is reduced to 20 rpm, so that the rubber material is at 140 ° C to Keep at 160°C for 70 seconds, during which the feeding door is opened for 15 seconds, and the generated water vapor is discharged out of the internal mixer to obtain a uniformly mixed compound.
[0022] Adopt conventional methods in this field to produce all the semi-finished rubber parts that make up the tire, including the carcass 10, the belt layer 3, the inner liner 12, the rubber parts used in different parts of the tire and the bead attached with the apex rubber, which are produced by VMI company The calendering and cutting joint integrated equipment preheats the steel cord drawn from th...
Embodiment 2
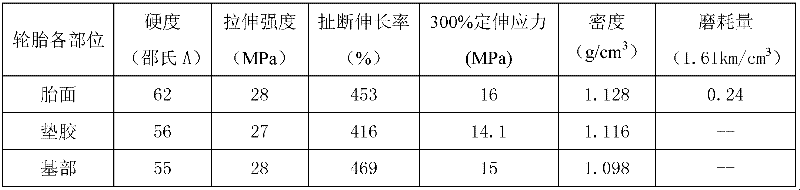
[0027] Embodiment 2: The process steps are basically the same as in Example 1. The difference is that in the banburying process, when the rubber material is mixed to 145°C, the speed of the internal mixer is reduced to 20 rpm, so that the rubber material is mixed at 145°C to 158°C. Keep between ℃ for 80 seconds, during which the feeding door is opened for 20 seconds, and the generated water vapor is discharged from the internal mixer. In the vulcanization process, pass superheated water into the vulcanizer capsule, so that the temperature inside the capsule is 148°C, control the pressure inside the capsule to 3.0MPa, control the temperature inside the outer mold of the capsule to 138°C, and the entire vulcanization time is 800 minutes . The physical performance data of the product was tested by conventional methods in the art, and the results are shown in Table 2.
Embodiment 3
[0028] Embodiment 3: The process steps are basically the same as in Example 1. The difference is that in the banburying process, when the rubber material is mixed to 160 ° C, the speed of the internal mixer is reduced to 20 rpm, so that the rubber material is mixed at 150 ° C to 160 ° C. Keep between ℃ for 90 seconds, during which the feeding door is opened for 25 seconds, and the generated water vapor is discharged from the internal mixer. In the vulcanization process, pass superheated water into the vulcanizer capsule, so that the temperature inside the capsule is 151°C, control the pressure inside the capsule to 3.1MPa, control the temperature inside the outer mold of the capsule to 140°C, and the entire vulcanization time is 800 minutes . The physical performance data of the product was tested by conventional methods in the art, and the results are shown in Table 3.
[0029] Table 4 shows the physical performance data of the products obtained by the traditional production...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More