Manufacturing method of full-closed arrester
A production method and a closed technology, applied in the direction of resistors, resistance manufacturing, electrical components, etc., can solve the problems of electrical performance that cannot meet the design requirements, short creepage distance, poor sealing, etc., and achieve insulation performance degradation and creepage distance. Increase and solve the effect of high requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
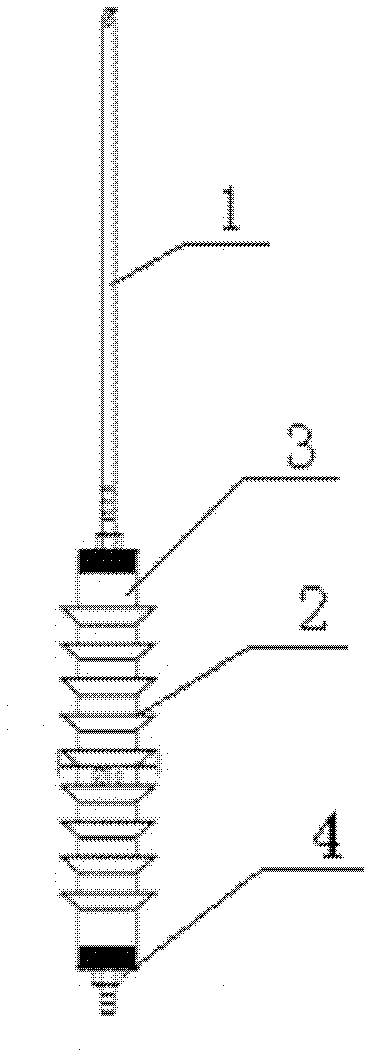
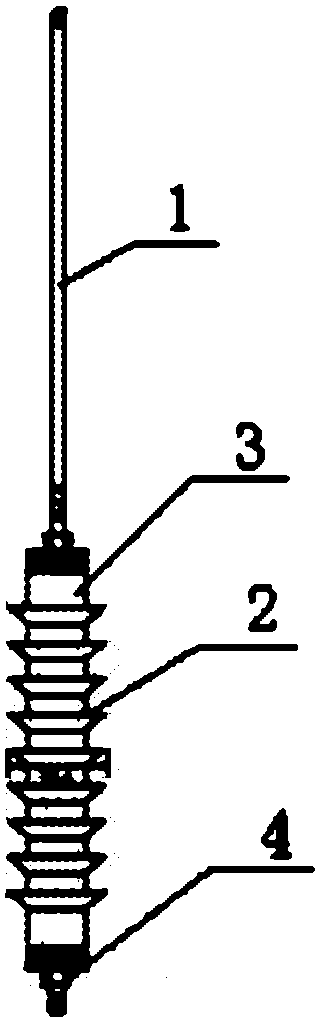
[0022] In this embodiment, the core is a zinc oxide core of a high-energy resistor, such as figure 1 As shown, it includes a high-temperature cable 1, a silicone rubber jacket 2, a core 3, and a lower electrode 4. The high-temperature cable 1 is arranged at the top end of the core 3, the lower electrode 4 is arranged at the bottom end of the core 3, and the silicone rubber The jacket 2 is wrapped around the core 3 and the high-temperature cable 1. The high-temperature cable 1 serves as the upper electrode of the core 3, and the lower electrode 4 is fixed on the switch cabinet by bolts.
[0023] (1) Put the core 3 into an oven at 100°C for 2 hours;
[0024] (2) Weld the high temperature cable 1 on the top of the preheated core 3, and then put the core 3 into the mold containing the silicone rubber melt, so that the silicone rubber connects the core 3 and the core 3 to the high temperature The connection of cable 1 is completely covered and molded according to the process: such as f...
Embodiment 2
[0033] The product made in this embodiment is a 24KV lightning rod, and this embodiment includes the following steps:
[0034] (1) Put the core 3 into the oven to preheat at 120°C for 2 hours;
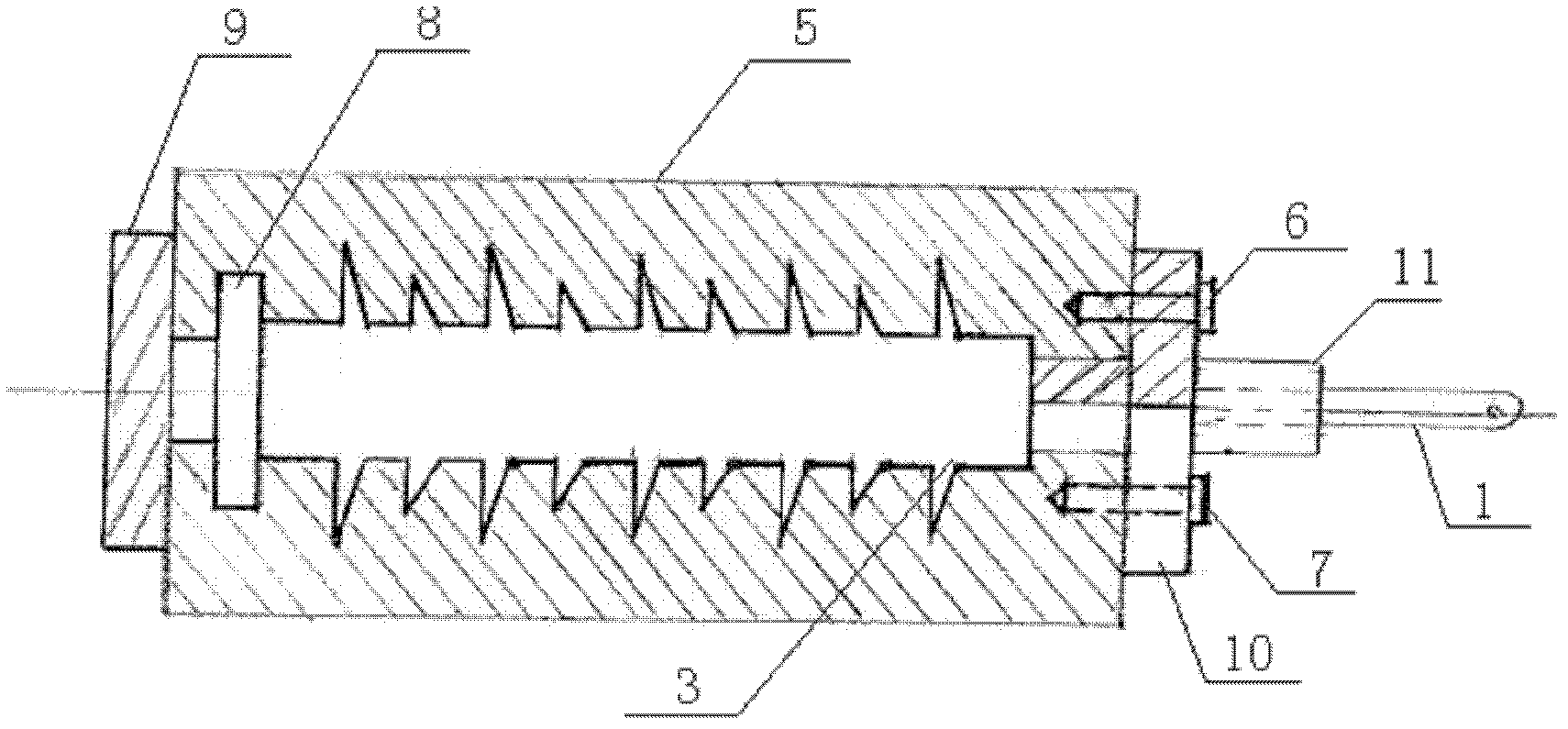
[0035] (2) Weld the high temperature cable 1 on the top of the preheated core 3, and then put the core 3 into the mold containing the silicone rubber melt, so that the silicone rubber connects the core 3 and the core 3 to the high temperature The connection of the cable 1 is completely covered and molded according to the process: the mold of this embodiment includes a cavity 5, an upper positioning pin 6, a lower positioning pin 7, a limit block 8 and a positioning block 9; among them: the upper positioning pin 6 and The lower positioning pin 7 is set at the top end of the mold cavity 5, the limiting block 8 is set at the bottom end of the mold cavity 5, the positioning block 9 is connected with the limiting block 8, and the mold cavity 5 is provided with a temperature control device 10 for...
Embodiment 3
[0044] The product made in this embodiment is a 35KV lightning rod, and this embodiment includes the following steps:
[0045] (1) Put the core 3 into an oven at 150°C to preheat for 2 hours;
[0046] (2) Weld the high temperature cable 1 on the top of the preheated core 3, and then put the core 3 into the mold containing the silicone rubber melt, so that the silicone rubber connects the core 3 and the core 3 to the high temperature The connection of the cable 1 is completely covered and molded according to the process: the mold of this embodiment includes a cavity 5, an upper positioning pin 6, a lower positioning pin 7, a limit block 8 and a positioning block 9; among them: the upper positioning pin 6 and The lower positioning pin 7 is set at the top end of the mold cavity 5, the limiting block 8 is set at the bottom end of the mold cavity 5, the positioning block 9 is connected with the limiting block 8, and the mold cavity 5 is provided with a temperature control device 10 for ...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap