

Method for adjusting secondary cooling water amount and roll gap value of double-flow slab casting machine
The invention relates to a slab continuous casting machine and a technology of secondary cooling specific water volume, which is applied in the field of slab continuous casting and can solve the problems of reducing the mechanical properties and corrosion resistance of products, reducing the qualified rate of medium and thick plate flaw detection, and affecting the processing and service performance of steel. , to optimize the low magnification structure, reduce the incidence of cracks, and prevent bulging
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
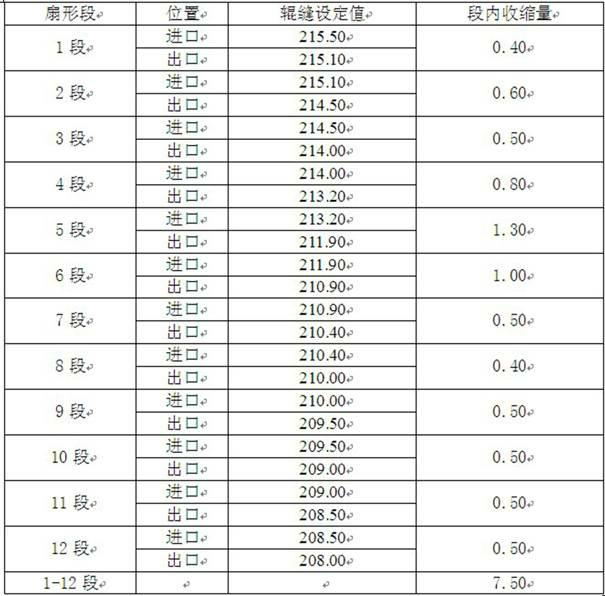
[0032] Example 1: Low-alloy aluminum-controlled steel
[0033] Steel type: Q345R;
[0034] Pouring molten steel composition: C0.17%-Si0.33%-Mn1.44%-P0.017%-S0.002%-Alt0.034%;
[0035] Ladle temperature: 1567°C; Tundish temperature: 1530°C;
[0036] Casting speed: 0.95m / min; Section: 210mm×1500mm; Solidification process billet density according to 7400kg / m 3 .
[0037] Water meter: 8# (specific water volume 0.50L / kg); Mold powder: AY-B
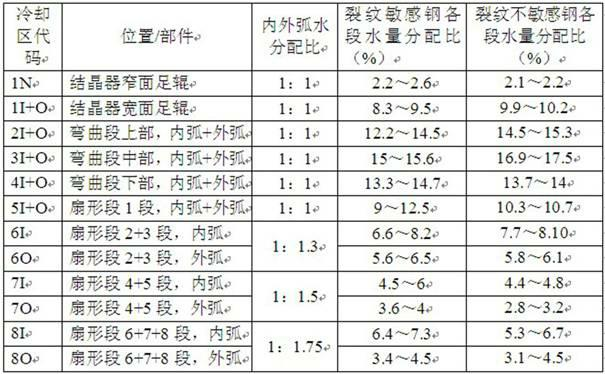
[0038] Table 2 Cooling water volume in each cooling zone of 8# water meter (drawing speed 0.95m / min, section 210mm×1500mm)
[0039] Cooling Zone Code location / part cooling form Cooling water volume (L / min) 1N Crystallizer narrow face foot roll spray water 26.0 1I+O Crystallizer Wide Face Roller spray water 96.0 2I+O The upper part of the curved section, inner arc+outer arc mist cooling 142.0 3I+O Middle part of the curved section, inner arc+outer arc mist cooling 181.0 4I+O The lo...
example 2
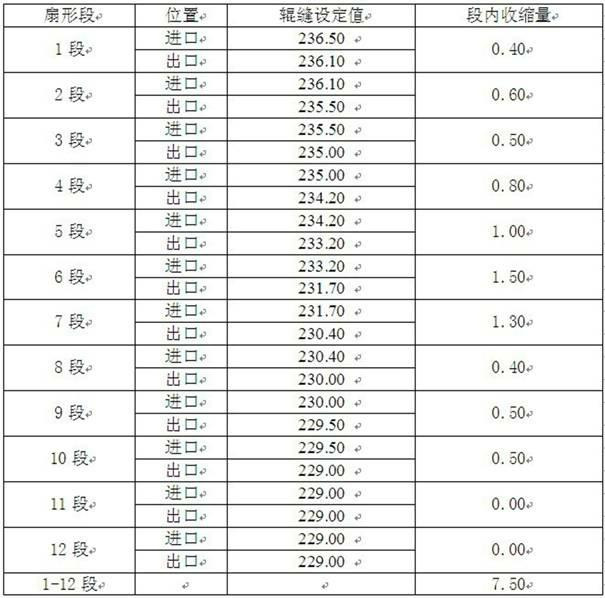
[0044] Example 2: plain carbon steel
[0045] Steel type: Q235B;
[0046] Pouring molten steel composition: C0.17%-Si0.18%-Mn0.44%-P0.018%-S0.009%;
[0047] Ladle temperature: 1577°C; Tundish temperature: 1540°C;
[0048] Casting speed: 0.9m / min; Section: 230mm×1500mm; Solidification process billet density is 7400kg / m 3 ;
[0049] Water meter: 4# (specific water volume 1.10L / kg); Mold flux: BY-2.
[0050] Table 4 Cooling water volume in each cooling zone of 4# water meter (drawing speed 0.9m / min, section 230mm×1500mm)
[0051] Cooling Zone Code location / part cooling form Cooling water volume (L / min) 1N Crystallizer narrow face foot roll spray water 56.0 1I+O Crystallizer Wide Face Roller spray water 256.0 2I+O The upper part of the curved section, inner arc+outer arc mist cooling 381.0 3I+O Middle part of the curved section, inner arc+outer arc mist cooling 436.0 4I+O The lower part of the curved section, inner a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Impact energy | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More