

Centrifugal aluminium casting method of cage type rotor of motor
A cage-type rotor and centrifugal casting technology, which is applied in the manufacture of stator/rotor body, etc., can solve the problems of notch dissatisfaction, loose casting structure, increased motor loss, etc., and achieve the effect of avoiding air holes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] Embodiment 1, it comprises the following steps:
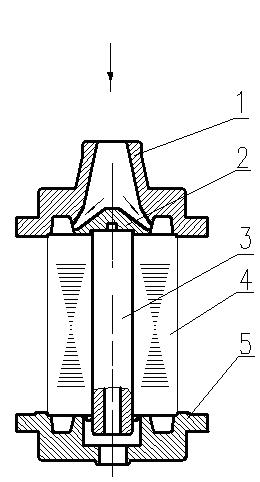
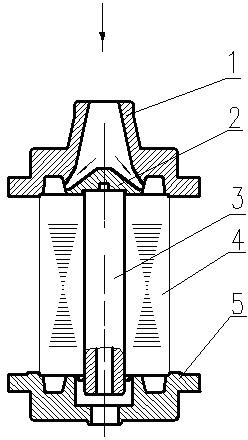
[0025] Step 1: Preheat the rotor core 4
[0026] Put the rotor core 4 into the heating furnace to preheat for 4 hours, the preheating temperature is 550°C, and keep it warm for 30 minutes after reaching the preheating temperature;
[0027] Step 2: Preheat the cast aluminum mold
[0028] Preheat the cast aluminum mold for 4 hours, and keep it warm for 15 minutes after reaching the preheating temperature. The preheating temperatures are: the preheating temperature of the cast aluminum upper mold 1 is 500°C, and the preheating temperature of the cast aluminum lower mold 5 is 200°C;
[0029] Step 3: Melting Aluminum
[0030] Smelting aluminum ingots for remelting into molten aluminum, coating cast iron crucibles and bell jars before smelting. When the temperature of the molten aluminum is 760°C±20°C, press the cylindrical composite additive into the molten aluminum to degas and modify the molten aluminum, and the reaction...
Embodiment 2
[0036] Embodiment 2, it comprises the following steps:
[0037] Put the rotor core 4 into the heating furnace to preheat for 4 hours, the preheating temperature is 530°C, and keep it warm for 30 minutes after reaching the preheating temperature;
[0038] Step 2: Preheat the cast aluminum mold
[0039] Preheat the cast aluminum mold for 4 hours, and keep it warm for 15 minutes after reaching the preheating temperature. The preheating temperatures are: the preheating temperature of the cast aluminum upper mold 1 is 500°C, and the preheating temperature of the cast aluminum lower mold 5 is 200°C;
[0040] Step 3: Melting Aluminum
[0041] Smelting aluminum ingots for remelting into molten aluminum, coating cast iron crucibles and bell jars before smelting. When the temperature of the molten aluminum is 760°C±20°C, press the cylindrical composite additive into the molten aluminum to degas and modify the molten aluminum, and the reaction duration is 10±5 minutes. Add 0.5-1kg of ...
Embodiment 3
[0047] Embodiment 3, it comprises the following steps:
[0048] Put the rotor core 4 into the heating furnace to preheat for 4 hours, the preheating temperature is 500°C, and keep it warm for 25 minutes after reaching the preheating temperature;
[0049] Step 2: Preheat the cast aluminum mold
[0050] Preheat the cast aluminum mold for 4 hours, and keep it warm for 15 minutes after reaching the preheating temperature. The preheating temperatures are: the preheating temperature of the cast aluminum upper mold 1 is 500°C, and the preheating temperature of the cast aluminum lower mold 5 is 200°C;
[0051] Step 3: Melting Aluminum
[0052] Smelting aluminum ingots for remelting into molten aluminum, coating cast iron crucibles and bell jars before smelting. When the temperature of the molten aluminum is 760°C±20°C, press the cylindrical composite additive into the molten aluminum to degas and modify the molten aluminum, and the reaction duration is 10±5 minutes. Add 0.5-1kg of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More