

Extrusion processing technology of cylinder block aluminum alloy section
An aluminum alloy profile, extrusion processing technology, applied in the field of aluminum alloy manufacturing, can solve the problems of high price of aluminum materials, affecting the performance of the cylinder block, complex manufacturing process, etc., to achieve superior performance, improve control performance, and reduce fuel consumption. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
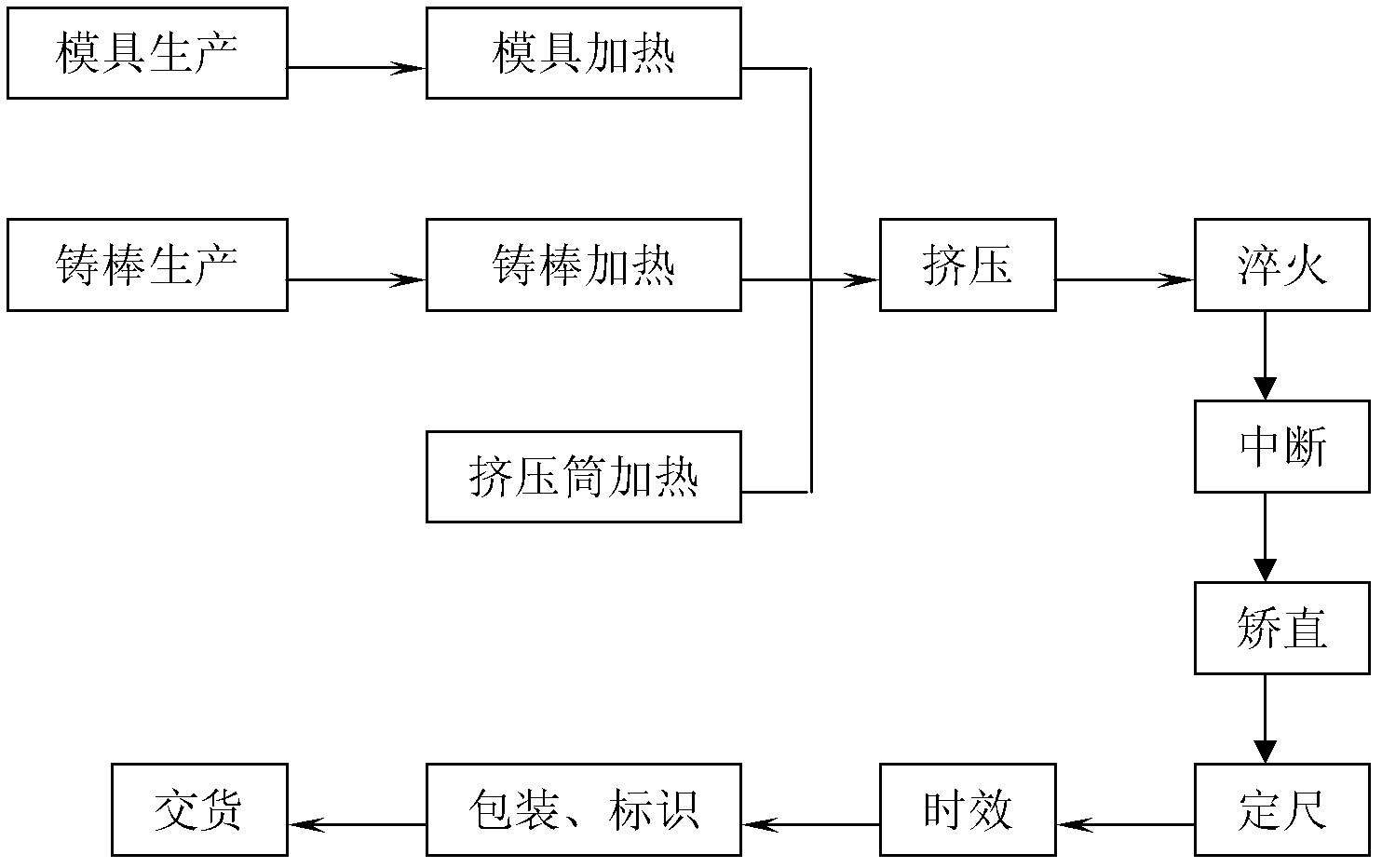
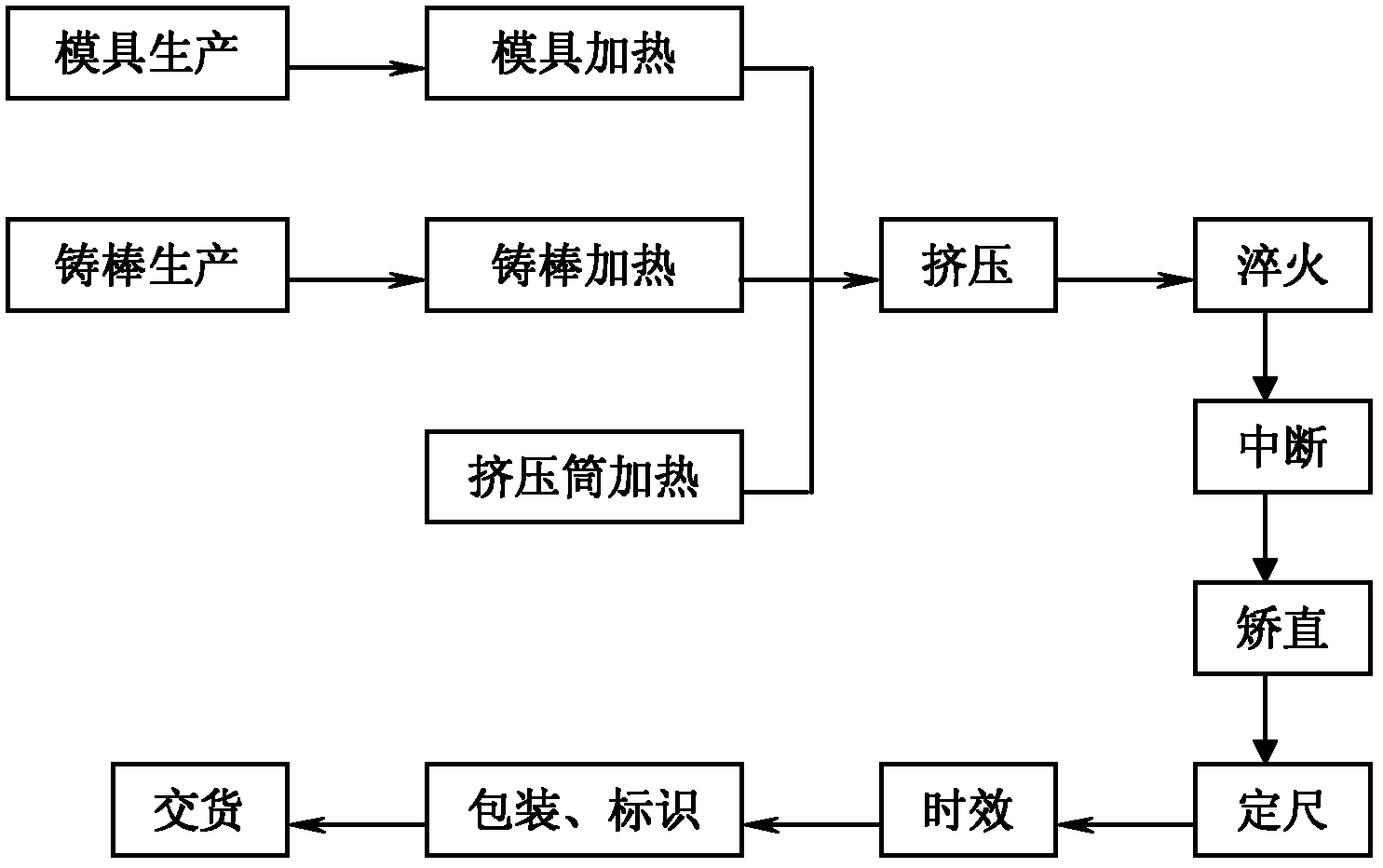
[0020] Embodiment 1, a process for extrusion processing of aluminum alloy profiles of a cylinder block, comprising the following steps:
[0021] a. Cast rod ingredients: 6005 alloy is used, and the ratio of element mass percentage meets the following requirements;
[0022] the element
Si
Mg
Fe
Cu
mn
Cr
Ti
Zn
other
Al
content
0.70
0.55
0.25
0.05
0.05
0.05
0.05
0.05
0.10
the remaining
[0023] b. Casting rod smelting: Put the ingredients into the smelting furnace in turn for smelting. The furnace is controlled at 710°C, and the flux is used for refining and covering; after 60 minutes of feeding, when aluminum water appears in the furnace, start stirring, and then refining, grilling After the slag has obtained the qualified composition, pour the molten aluminum from the melting furnace into the holding furnace, keep the furnace temperature at 720°C for 20...
Embodiment 2
[0032] Embodiment 2, a process for extrusion processing of aluminum alloy profiles of a cylinder block, comprising the following steps:
[0033] a. Cast rod ingredients: 6005 alloy is used, and the ratio of element mass percentage meets the following requirements;
[0034] the element
Si
Mg
Fe
Cu
mn
Cr
Ti
Zn
other
Al
content
0.80
0.45
0.20
0.05
0.05
0.05
0.05
0.05
0.10
the remaining
[0035] b. Casting rod smelting: Put the ingredients into the melting furnace in turn for smelting. The furnace is controlled at 760°C, and the flux is used for refining and covering; after 30 minutes of feeding, when aluminum water appears in the furnace, start stirring, and then refining, grilling After the slag has qualified components, the molten aluminum is injected from the melting furnace into the holding furnace, and the furnace temperature is kept at 750°C for 30 ...
Embodiment 3
[0044] Embodiment 3, a process for extrusion processing of aluminum alloy profiles of a cylinder block, comprising the following steps:
[0045] a. Cast rod ingredients: 6005 alloy is used, and the ratio of element mass percentage meets the following requirements;
[0046] the element
Si
Mg
Fe
Cu
mn
Cr
Ti
Zn
other
Al
content
0.5
0.5
0.20
0.05
0.05
0.05
0.05
0.05
0.10
the remaining
[0047] b. Casting rod smelting: Put the ingredients into the smelting furnace in turn for smelting. The furnace is controlled at 730°C, and the flux is used for refining and covering; after 50 minutes of feeding, when aluminum water appears in the furnace, start stirring, and then refining, grilling After the slag has qualified components, pour the molten aluminum from the smelting furnace into the holding furnace, keep the furnace temperature at 740°C for 25 minutes, and t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface roughness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| elongation at break | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More