

Seamless titanium welded pipe and manufacturing method thereof
A production method and technology of titanium welded pipes, applied in heat treatment equipment, furnaces, heat treatment furnaces, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
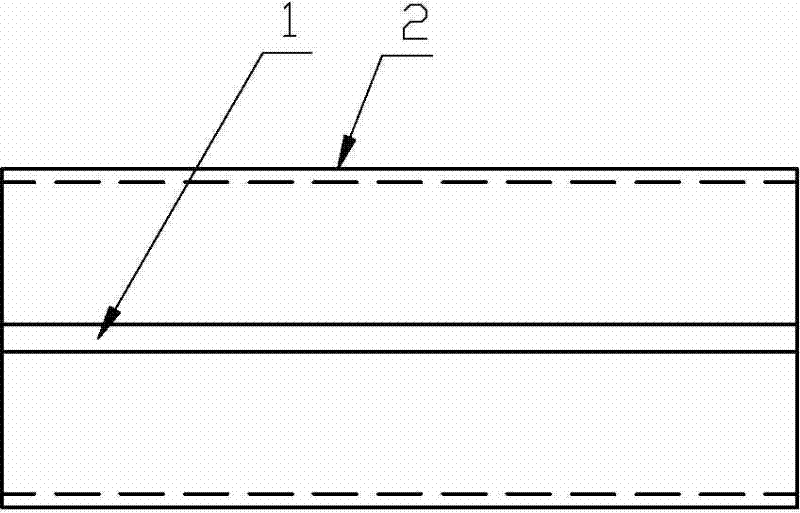
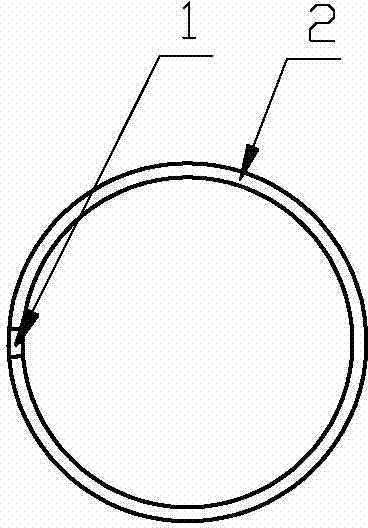
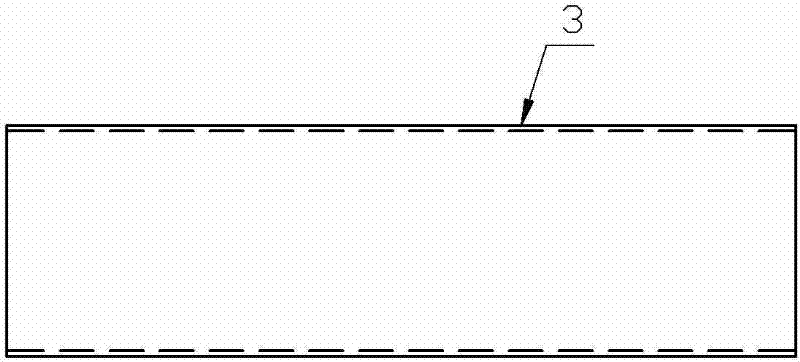
[0024] Depend on figure 1 , figure 2 , image 3 , Figure 4 It can be seen that a seamless titanium welded pipe is made of a mother pipe 2 after at least one pass of cold rolling, diameter reduction and wall reduction, and heat treatment. The mother pipe 2 is a straight seam welded titanium pipe, and the seamless titanium welded pipe prepared 3 Appearance The original weld 1 is not visible on the surface, and the wall thickness and outer diameter are uniform.
[0025] The outer diameter of the main pipe 2 in the present invention is 18 mm to 38 mm, and the wall thickness is 0.5 mm to 2.0 mm. The outer diameter of the seamless titanium welded pipe 3 is 16 mm to 35 mm, and the wall thickness is 0.3 mm to 1.5 mm. mm.
[0026] This embodiment takes the production of seamless titanium welded pipe 3 with an outer diameter of 25.4 mm, a wall thickness of 0.3 mm, and a length of 17000 mm as an example to further illustrate the present invention. The main pipe 2 is selected to ha...
Embodiment 2
[0038] Manufacture a seamless titanium welded pipe 3 with an outer diameter of 19mm, a wall thickness of 0.3mm, and a length of 15000mm.
[0039] In this embodiment, a TA2-grade straight seam welded titanium tube with an outer diameter of 22 mm, a wall thickness of 0.8 mm, and a length of 5000 mm is selected as the parent tube 2 .
[0040] In step (2), five cold rolling passes are carried out in this embodiment, and an intermediate annealing is added between every two passes of cold rolling.
[0041] In the first cold rolling, a mold with an inner diameter of 21.3mm and a mandrel with an outer diameter of 19.9mm is used; after intermediate annealing, the second cold rolling is performed with a mold with an inner diameter of 20.6mm and a mandrel with an outer diameter of 19.4mm; After annealing, the third cold rolling is carried out, using a mold with an inner diameter of 19.9mm and a core rod with an outer diameter of 18.9mm; after intermediate annealing, the fourth cold rolli...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More