

Copper-steel dissimilar metal welding method
A welding method and dissimilar metal technology, applied in welding equipment, metal processing equipment, arc welding equipment, etc., can solve problems such as liquid copper thermal cracks, pores and base material grain growth, and weld quality is difficult to guarantee, to achieve Meet welding requirements, easy to operate, and prevent thermal cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0010] The present invention will be described in detail below in conjunction with the accompanying drawings.
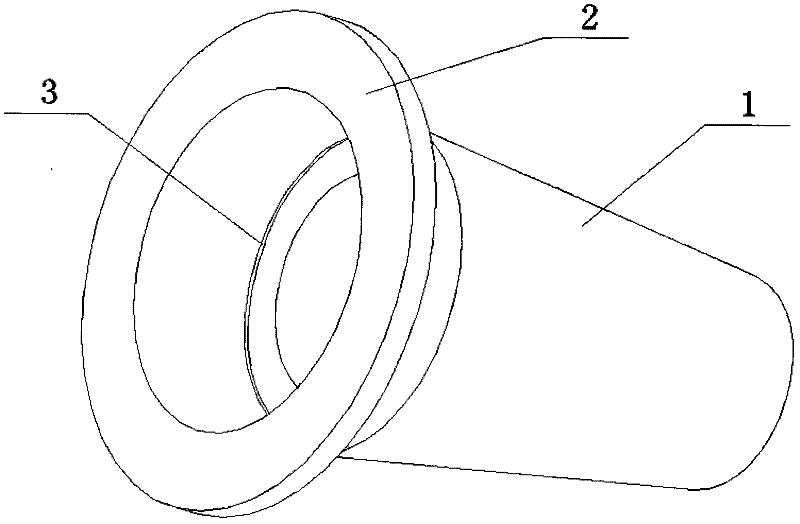
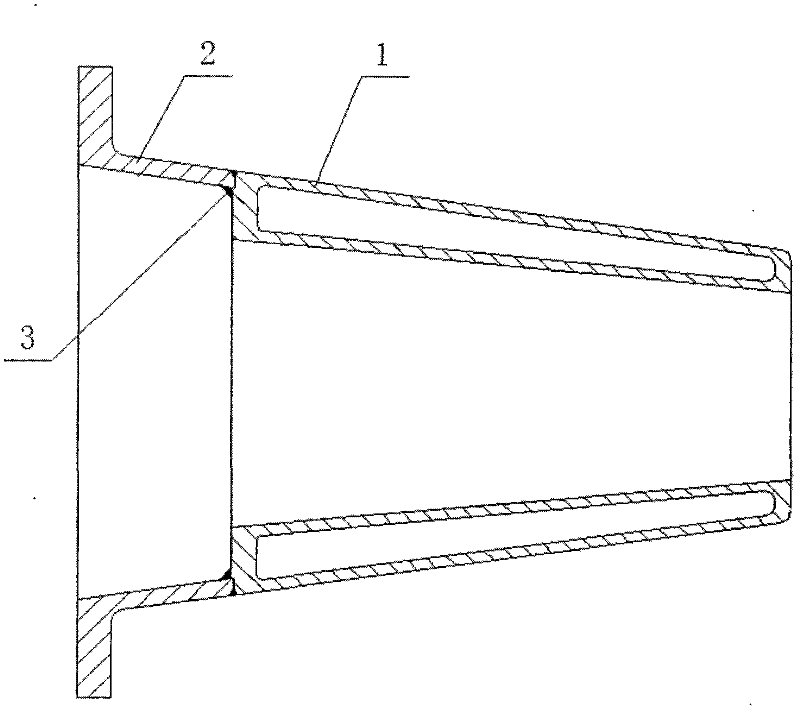
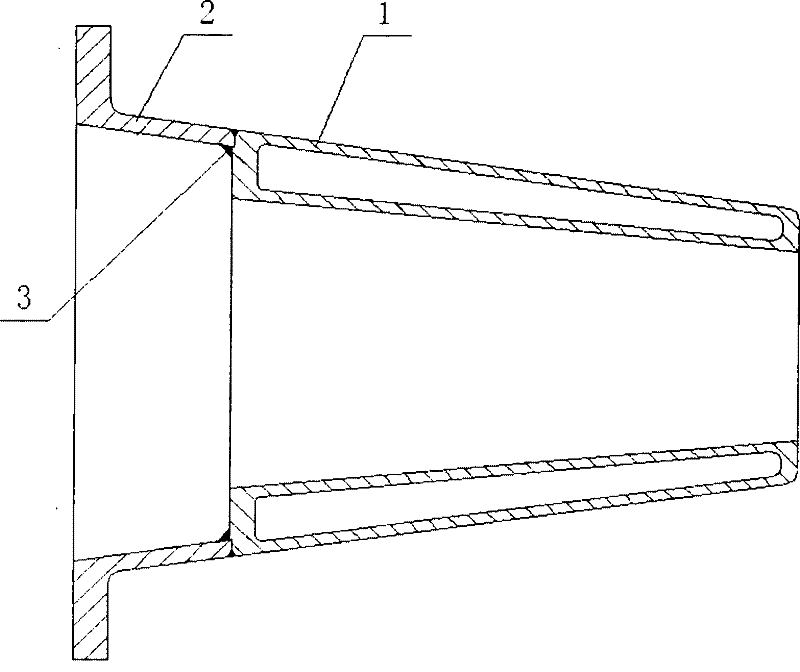
[0011] Such as figure 1 and figure 2 As shown, a copper-steel dissimilar metal welding method, which welds the copper piece 1 and the steel piece 2 together to form a copper-steel fillet welding workpiece, first, the copper-based alloy welding material is heated and welded on one side of the copper piece 1, A copper-based alloy transition layer is formed on the welding surface of the copper piece 1. After the copper piece 1 is cooled and the weld seam 3 is trimmed, the steel piece 2 is assembled on the copper piece 1 for spot welding, and finally the copper-based alloy transition layer is welded with a copper-based electrode. Welded together with the steel piece 2, the welding method is gas shielded welding in a cold state, and the gas shielded welding is carbon dioxide shielded welding or argon shielded welding.
[0012] Finally, it should be noted that the above...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More