

Process method for welding high-speed steel bars
A process method and high-speed technology, which is applied in the fields of welding high-speed steel rods and cutting tools to process high-speed steel rods, can solve the problems of product size limitation, large weld seam, and insufficient edge firmness, etc., and achieve better welding effect and high heating efficiency , The effect of improving the firmness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] For the convenience of description, the cable stripping tool of the invention is described in detail below with reference to the accompanying drawings:
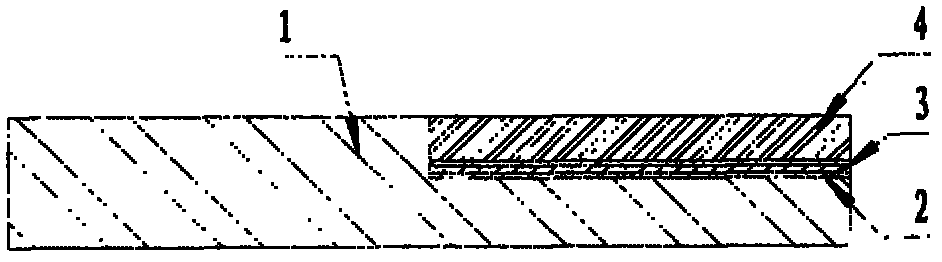
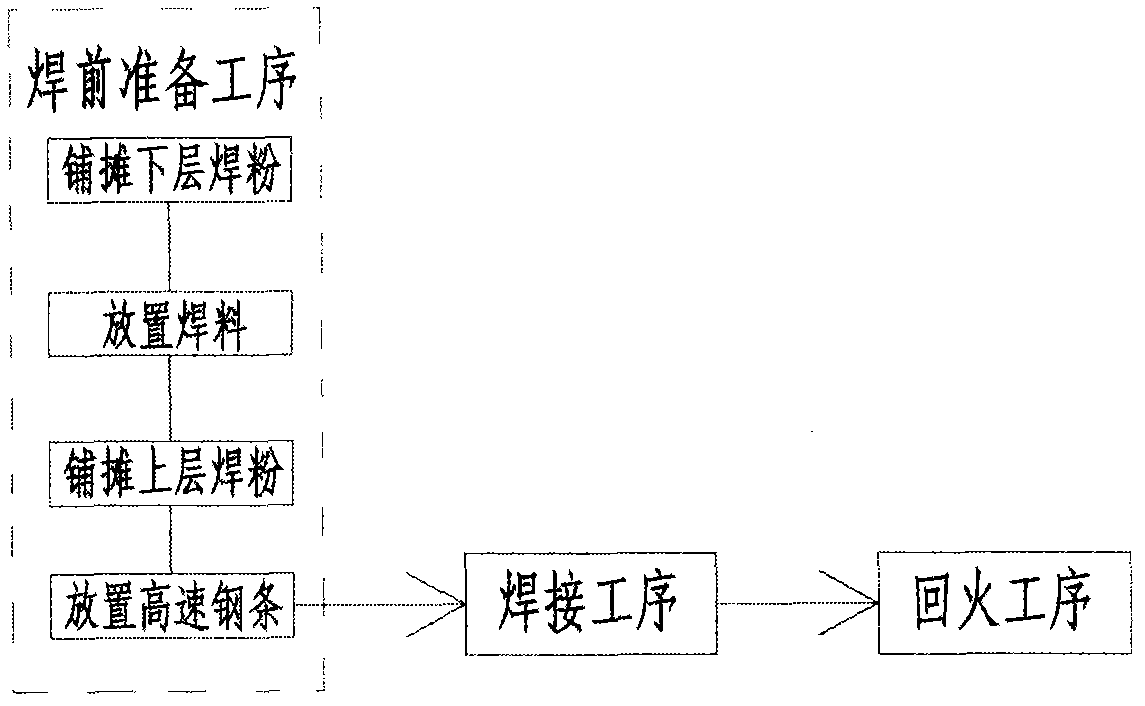
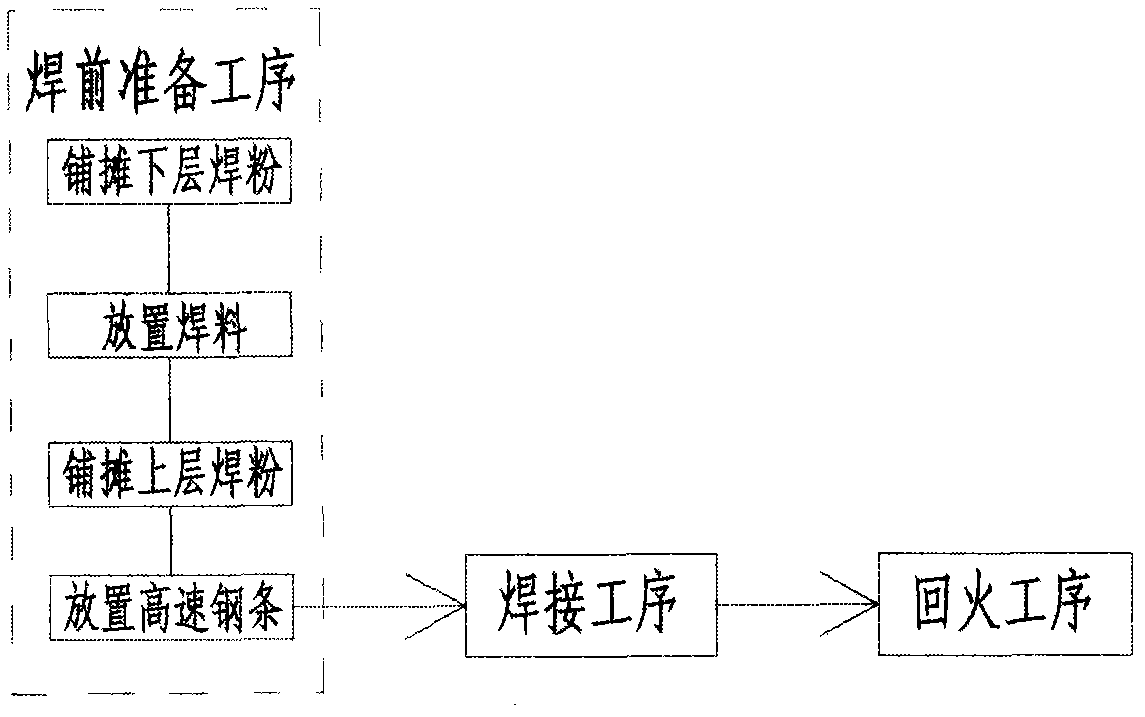
[0019] like figure 1 and figure 2 As shown in , a process method for welding high-speed steel bars, including a pre-welding preparation process and a welding process,
[0020] The pre-soldering preparation process includes, in chronological order, firstly spreading a layer of solder powder 2 on the substrate 2, superimposing solder 3 on top of the solder powder 2, spreading a layer of solder powder 2 on top of the solder 3, and soldering on the upper layer. A high-speed steel bar 4 is placed above the powder, the solder powder 2 is copper solder powder, the solder 3 is a copper plate, the thickness of the spread solder powder 2 is 0.3mm, and the thickness of the copper plate is 0.5mm; The welding process uses ultrasonic frequency induction heating equipment, and the substrate 2 and high-speed steel bar 4 on which th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More