

Flash-butt welding method for rail steel
A technology of flash butt welding and rail steel, which is applied to the joints of rails, rails, tracks, etc., can solve problems such as aggravation, hardness reduction, and uneven wear of softened parts, so as to reduce uneven wear, reduce surface damage, and reduce unevenness. The effect of uniform wear
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0172] Hereinafter, the practicability and effects of the present invention will be further described using examples. In addition, the conditions used in the Example are an example for confirmation, and this invention is not limited to this example.
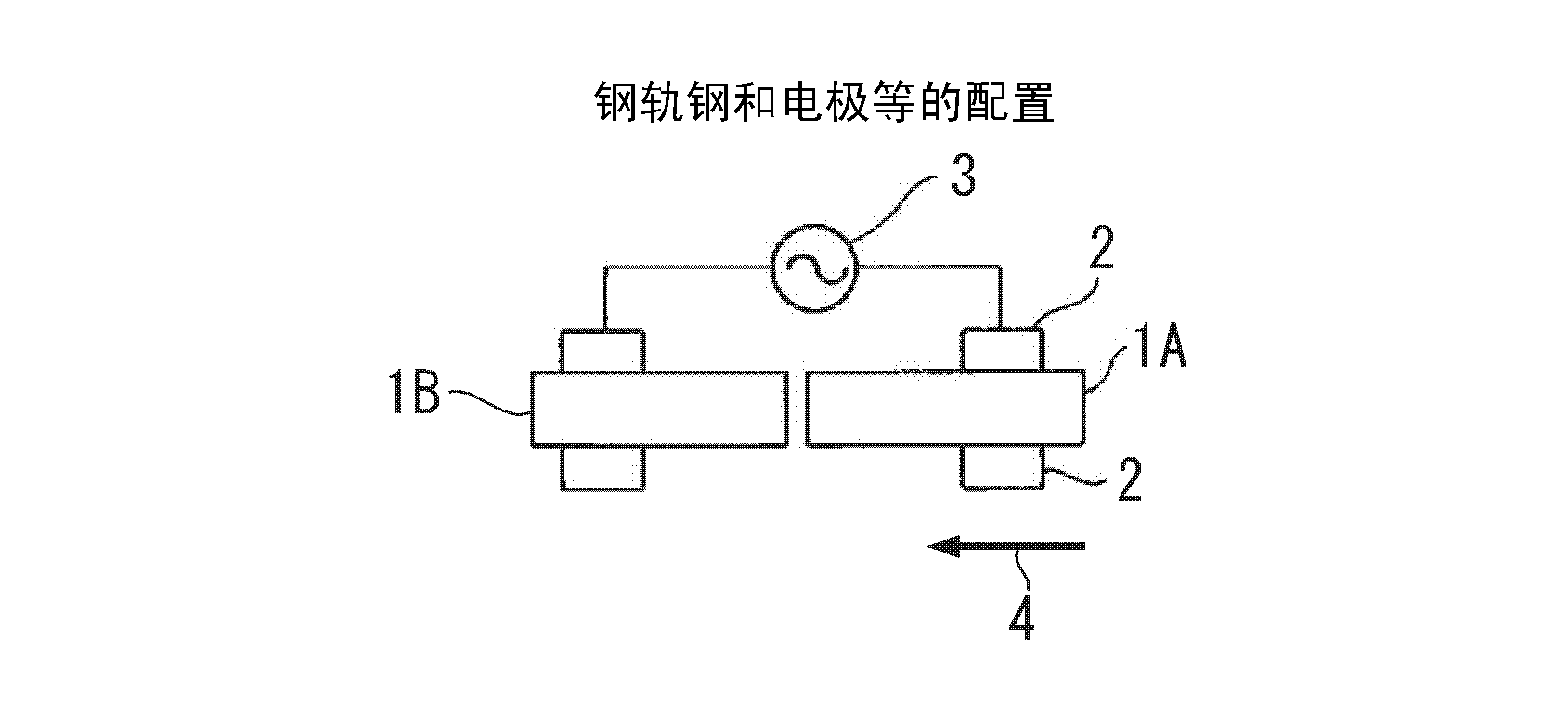
[0173] The AREA standard 136RE rail steel containing C: 0.85-1.2%, Si: 0.1-2.0%, Mn: 0.1-2.0% in mass %, and having a pearlite structure and a weight of 136 pounds per 1 m was used for flashing. Butt welding.
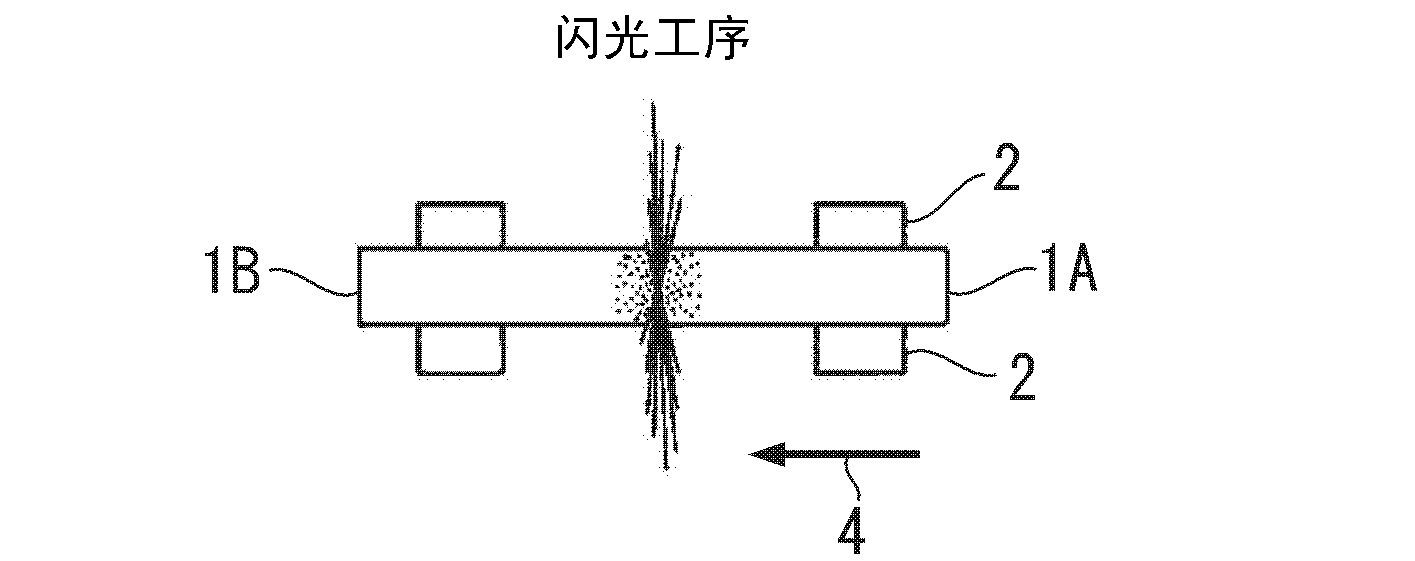
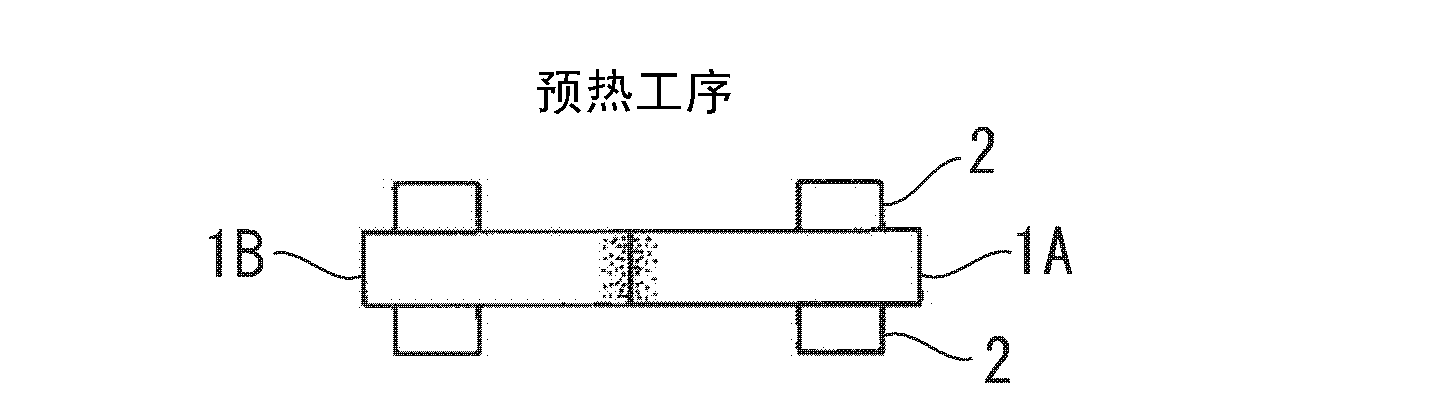
[0174] As the flash butt welding machine, a flash welding machine using an AC power source, a transformer capacity of 400kVA, and an upsetting load of 70kN was used. Regarding welding, in the combined flashing process and preheating process, the number of preheating times is 10, and the total time of the initial flashing process and the early flashing process is specified as 90 seconds, so that the post-flash speed and post-flash retention in the post-flash process Changes were performed as shown in Table 1.
[0175] Af...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More