

Method and die for back-pressure deep drawing of metal plate
A metal sheet and back pressure technology, which is applied in the field of sheet metal back pressure deep drawing and mold, can solve the problems of sheet flow restriction, difficult sealing, complex mold structure, etc., so as to suppress the thinning of the thickness and ensure the uniformity of the wall thickness. , the effect of simple mold structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
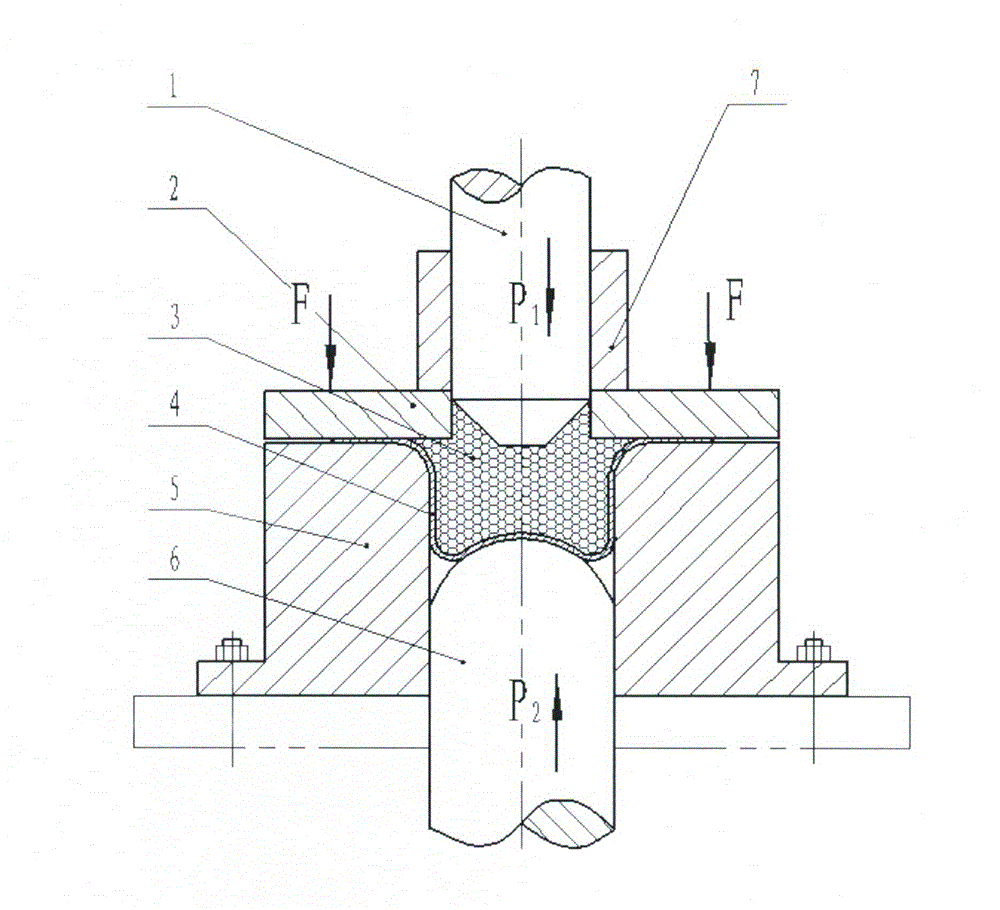
[0022] Such as figure 1 As shown, the lower end of the die 5 of the sheet metal back-pressure deep drawing forming die of the present invention is fixed on the press workbench, the shape of the side wall of the die cavity is determined according to the shape of the formed part, and the bottom of the die cavity is provided with a The back pressure head 6 corresponding to the shape of the workpiece, the side wall of the concave mold cavity is cylindrical, and the bottom of the workpiece is concave inward. The upper part of the blank holder 2 is provided with a feeding cylinder 7, and the punch 1 is placed on the granular medium.
[0023] During deep drawing, first apply lubricant on the die and blank holder that are in contact with the metal plate 4, place a metal plate with a thickness of 1 mm on the upper surface of the die, and the lower surface of the plate is in contact with the back pressure head . Then apply a blank-holding force F to the blank-holder ring to prevent th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More