

Manufacturing method for seabed photoelectricity composite rope with split conductor in huge cross section
A technology for optoelectronic composite cables and split conductors, which is used in cable/conductor manufacturing, power cables with shielding/conducting layers, power cables, etc. High quality and safety, tight arrangement and combination, good transmission performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
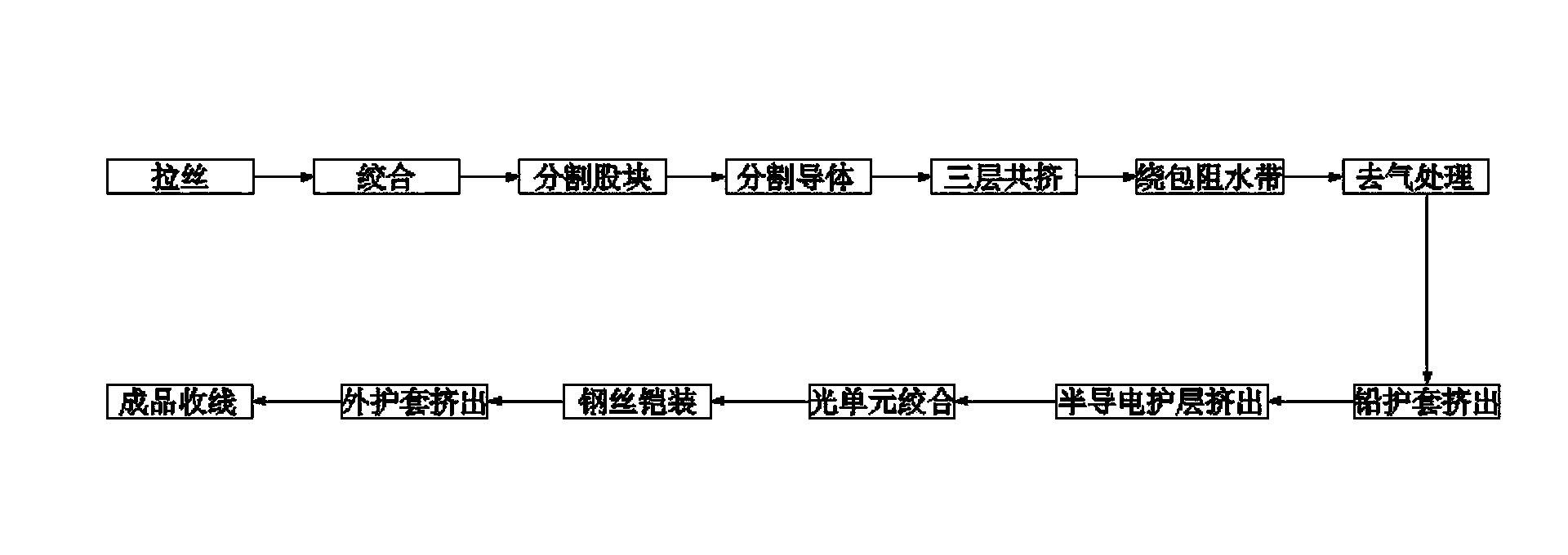
[0037] A method for manufacturing a subsea photoelectric composite cable with super-large cross-section split conductors, comprising the following steps: wire drawing—strandizing—splitting strands—splitting conductors—three-layer co-extrusion—wrapping water blocking tape—degassing treatment—lead sheath extrusion - Extrusion of semi-conductive sheath - Stranding of optical unit - Steel wire armor - Extrusion of outer sheath - Finished wire take-up, of which:
[0038] The wire drawing refers to drawing an electrical round copper rod through a large drawing machine into a round and smooth copper wire. The electrical round copper rod is preferably used as the raw material for drawing, but it is not limited to this method.
[0039] The stranding means that the copper wire made after the wire drawing process is twisted by a stranding machine to obtain a cross-sectional area of 500mm. 2 circular conductors, wherein the twisting speed of the stranding machine is controlled at 3m / min...
Embodiment 2
[0055] The implementation method of this embodiment is basically the same as the above-mentioned embodiment, and its difference is:
[0056] The stranding means that the copper wire made after the wire drawing process is twisted by a stranding machine to obtain a cross-sectional area of 500mm. 2 5 circular conductors, wherein the twisting speed of the twisting machine is controlled at 5m / min.
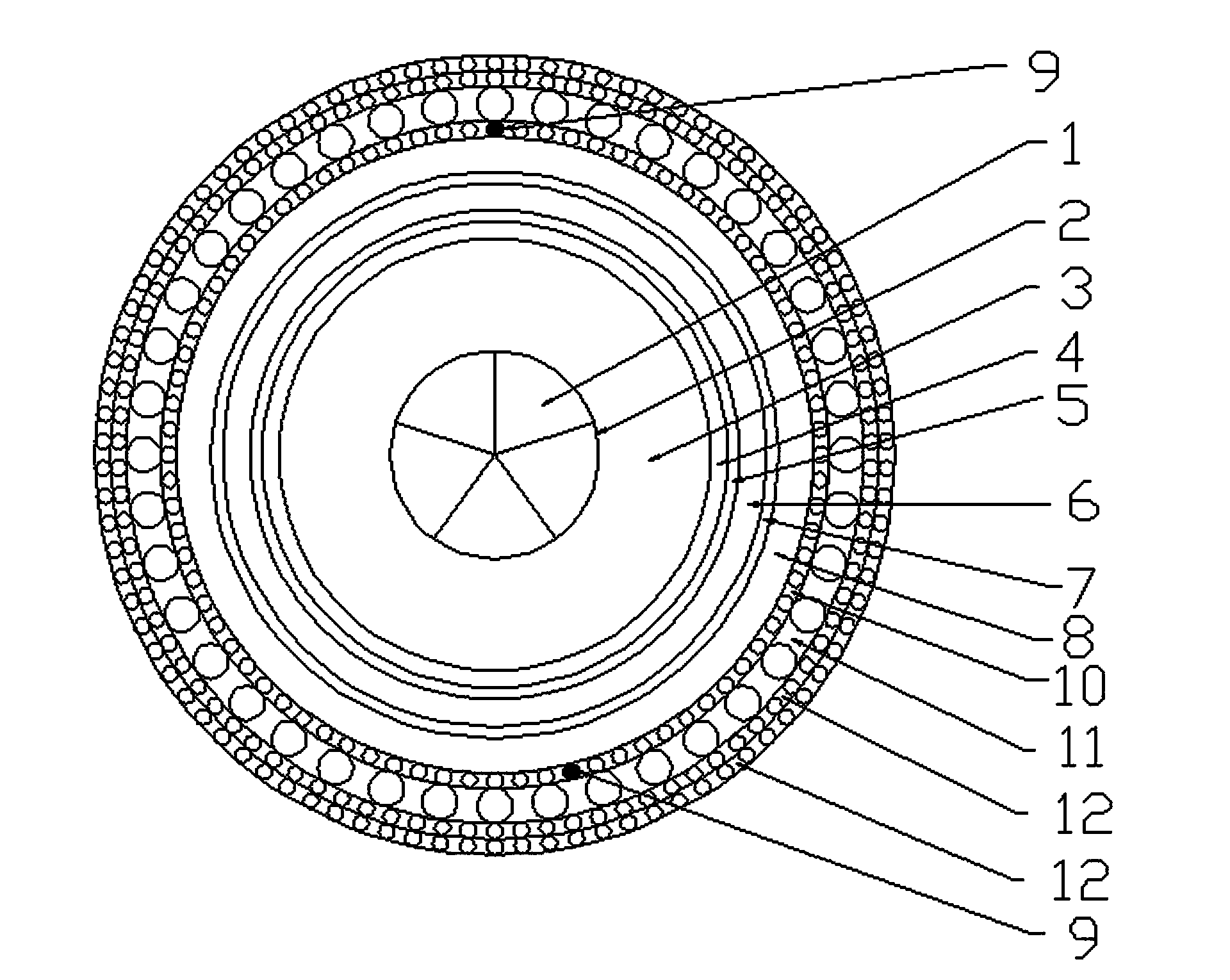
[0057] The split conductor 1 is a conductor formed by cabling 5 split strands by using a horizontal cable forming machine, wherein the cabling speed of the horizontal cable forming machine is controlled at 14rpm.
[0058] The lead sheath extrusion refers to that the cable core made after the degassing process enters the pay-off turntable of the lead pressing machine through the large-diameter transfer turntable with retractable function, and the lead sheath is extruded by the lead pressing machine. cover 6, and coat asphalt on the lead sheath 6 to form an asphalt anti-corrosion layer...
Embodiment 3
[0064] The implementation method of this embodiment is basically the same as the above-mentioned embodiment, and its difference is:
[0065] The stranding means that the copper wire made after the wire drawing process is twisted by a stranding machine to obtain a cross-sectional area of 500mm. 2 5 circular conductors, where the twisting speed of the twisting machine is controlled at 4m / min.
[0066] The split conductor 1 is a conductor formed by cabling 5 split strands by using a horizontal cable-forming machine, wherein the cable-forming speed of the horizontal cable-forming machine is controlled at 13 rpm.
[0067] The lead sheath extrusion refers to that the cable core made after the degassing process enters the pay-off turntable of the lead pressing machine through the large-diameter transfer turntable with retractable function, and the lead sheath is extruded by the lead pressing machine. cover 6, and coat asphalt on the lead sheath 6 to form an asphalt anti-corrosion ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More