

Flexible coil current transformer and production method thereof
A coil current and transformer technology, applied in the manufacture of inductors, inductors/transformers/magnets, transformer/inductor coils/windings/connections, etc. problem, to achieve the effect of easy and fast installation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] In order to better understand the technical solutions of the present invention, the embodiments provided by the present invention will be described in detail below in conjunction with the accompanying drawings.
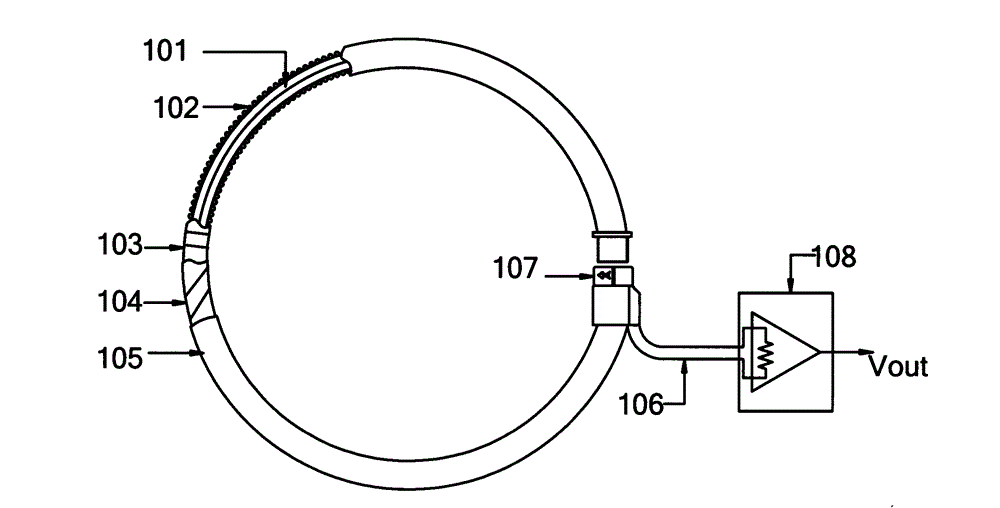
[0023] An embodiment of the present invention provides a flexible coil current transformer, such as figure 1 shown, which includes:
[0024] Wire body, output shielded wire 106, plastic lock 107 and integral amplifier 108, the wire body includes flexible skeleton 101, enameled wire 102, insulation layer 103, shielding layer 104, low-voltage injection molding insulation protection layer 105, wherein:
[0025] An enameled wire is wound on the flexible skeleton, an insulating layer is wound outside the enameled wire, a shielding layer is arranged outside the insulating layer, a low-pressure injection molding insulating protection layer is arranged outside the shielding layer, and the connection end of the wire body is provided with a Plastic lock, the shielding l...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More