

Strip steel continuous hot galvanizing method
A technology of hot-dip galvanizing and strip steel, which is applied in the direction of hot-dip galvanizing process, coating, metal material coating process, etc., to achieve the effect of reducing zinc skin defects, improving platability, and excellent platability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
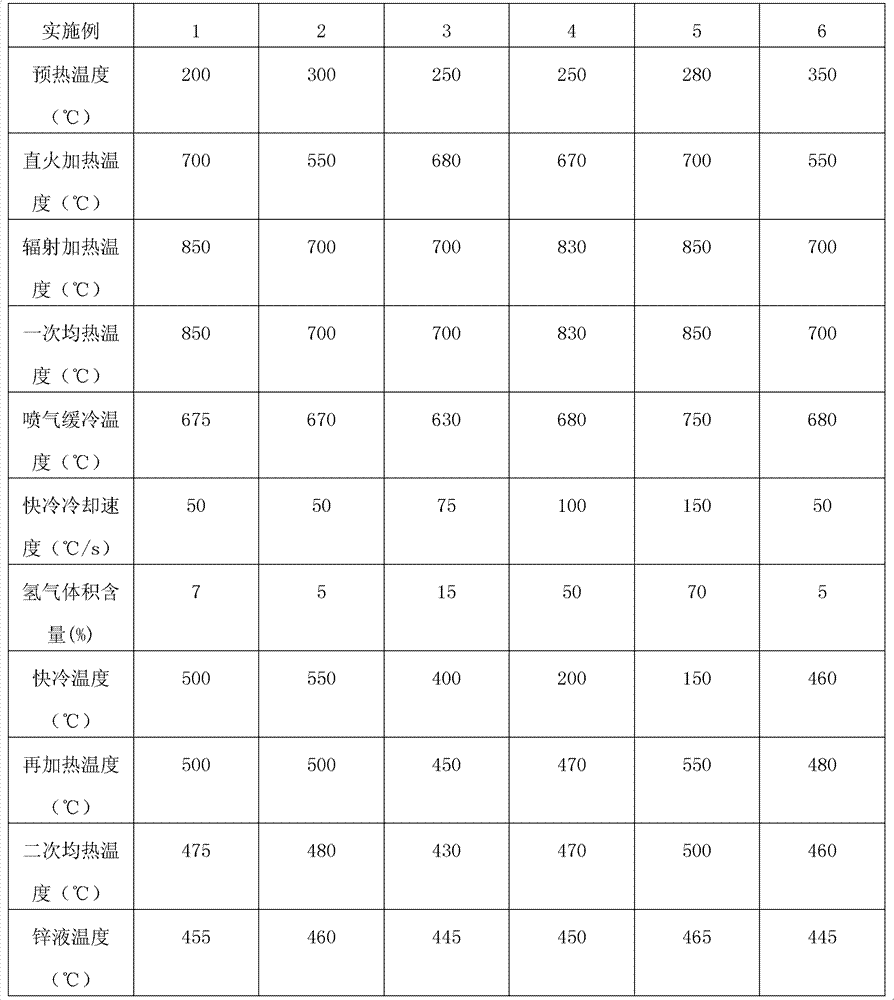
[0028] Adopt following steps to carry out hot-dip galvanizing to strip steel, the concrete process parameter of each step in this case embodiment 1-6 sees Table 1:
[0029] (1) Preheat the strip steel after cleaning, and the preheating temperature is 200-350°C;
[0030] (2) The strip steel is heated to 550-700°C by means of direct contact with the short flame of natural gas combustion to the strip steel (expressed as direct fire heating temperature in Table 1);
[0031] (3) Continue to heat the strip to 700-850°C by means of radiant tube heating;
[0032] (4) Carry out radiant tube soaking to strip steel, soaking temperature is 700~850 ℃ (represented as primary soaking temperature in table 1);
[0033] (5) Slowly cool the strip steel to 630-750°C by spraying air;
[0034] (6) The strip steel is rapidly cooled to 150-550°C by using nitrogen-hydrogen mixed gas with a hydrogen volume content of 5-70%, and the cooling rate is 50-150°C / s;
[0035] (7) Using an electromagnetic in...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More