

Cutting torch for cutting ultrahigh-thickness 2000-3500 mm low-carbon and low-alloy steel ingot
A low-alloy steel and cutting torch technology, which is applied in the field of oxygen cutting devices for super-thick low-carbon steel ingots, can solve the problems of insufficient thickness of low-alloy steel ingots, and achieve the effects of less particle residue, narrow slits, and high-quality cutting surfaces
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
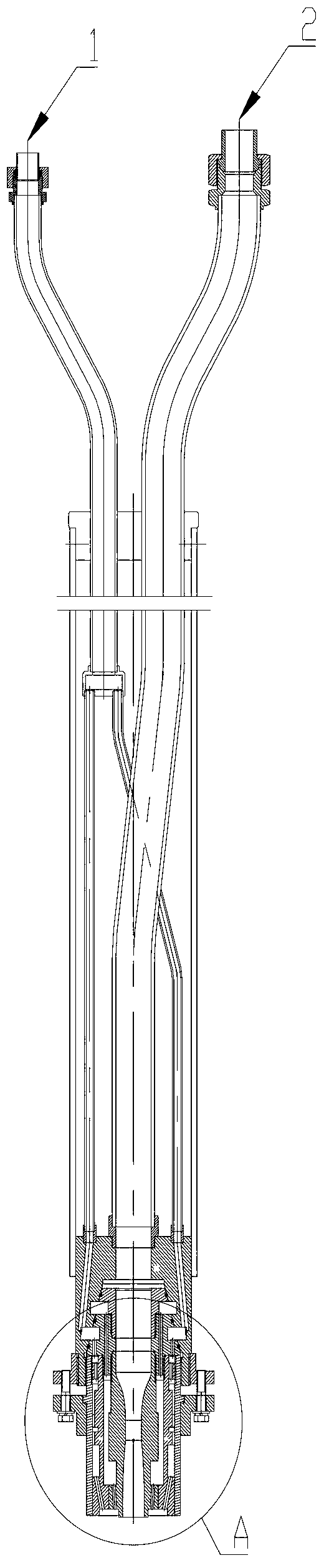
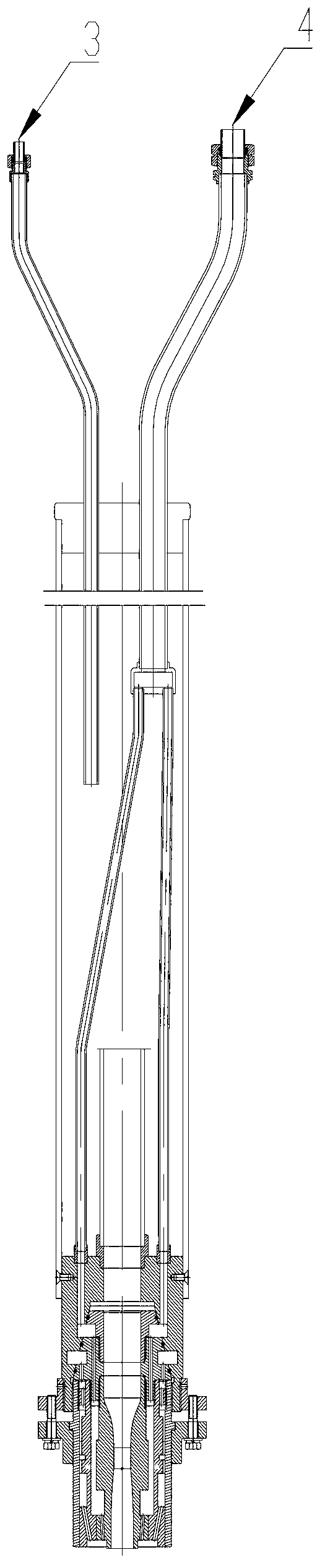
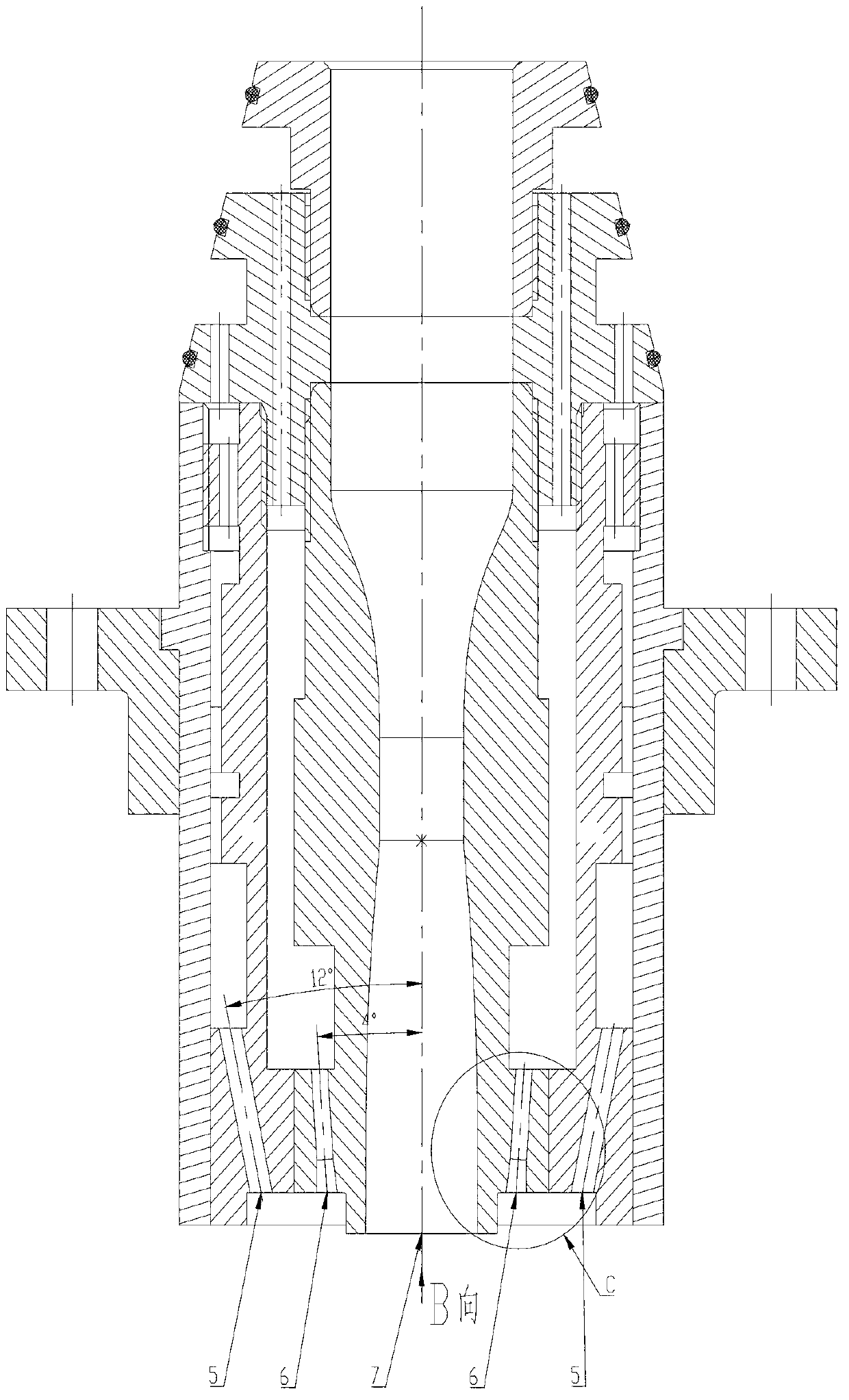
[0037] Article with the present invention such as Figure 1~3 The torch cutting material shown is 25Cr1Mo alloy steel with a thickness of 3100 mm.
[0038] The cutting nozzle 7 in the cutting torch is provided with some annularly distributed preheating oxygen channels 5 and gas channels 6 . Utilize the process specification of cutting torch cutting of the present invention as follows:
[0039] The cutting oxygen inlet pressure that passes into the cutting oxygen input pipe 2 is 1.0MPa,
[0040] The cutting oxygen flow rate flowing out from the cutting nozzle 7 is 1400Nm 3 / h,
[0041] The preheated oxygen pressure input by the preheated oxygen input pipe 1 is 1.0PMPa,
[0042] The preheating oxygen flow rate flowing out from the preheating channel 5 is 420Nm 3 / h,
[0043] The gas pressure input by the gas input pipe 4 is 0.2MPa,
[0044] The gas flow rate flowing out from the gas channel 6 is 140Nm3 / h;
[0045] The cutting speed using the above torch and process speci...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More