

Manufacturing method of L80-13Cr oil pipes
A manufacturing method and oil pipe technology, which is applied in the field of oil pipe manufacturing, can solve problems such as the difficulty of pipe cutting and segmenting, abnormal production, and low impact toughness, and achieve the effects of reducing production costs, increasing production capacity, and improving quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1-3
[0028] Prepare L80-13Cr tubing by following steps:
[0029] (1) heating the tube blank;
[0030] (2) perforating the heated tube blank to make a steel pipe;
[0031] (3) Carry out continuous rolling to steel pipe;
[0032] (4) reheating the rolled steel pipe in the temperature range of 960-1000°C;
[0033] (5) Perform a stretching and reducing process on the steel pipe, and control the temperature of the steel pipe after stretching and reducing to greater than 850°C;
[0034] (6) Carry out cooling bed quenching to steel pipe;
[0035] (7) Perform tempering heat treatment on the steel pipe in a bright annealing furnace with nitrogen protection, and the tempering temperature is 760-800°C;
[0036] (8) Straighten the steel pipe, cut the head and tail, and process it in sections.
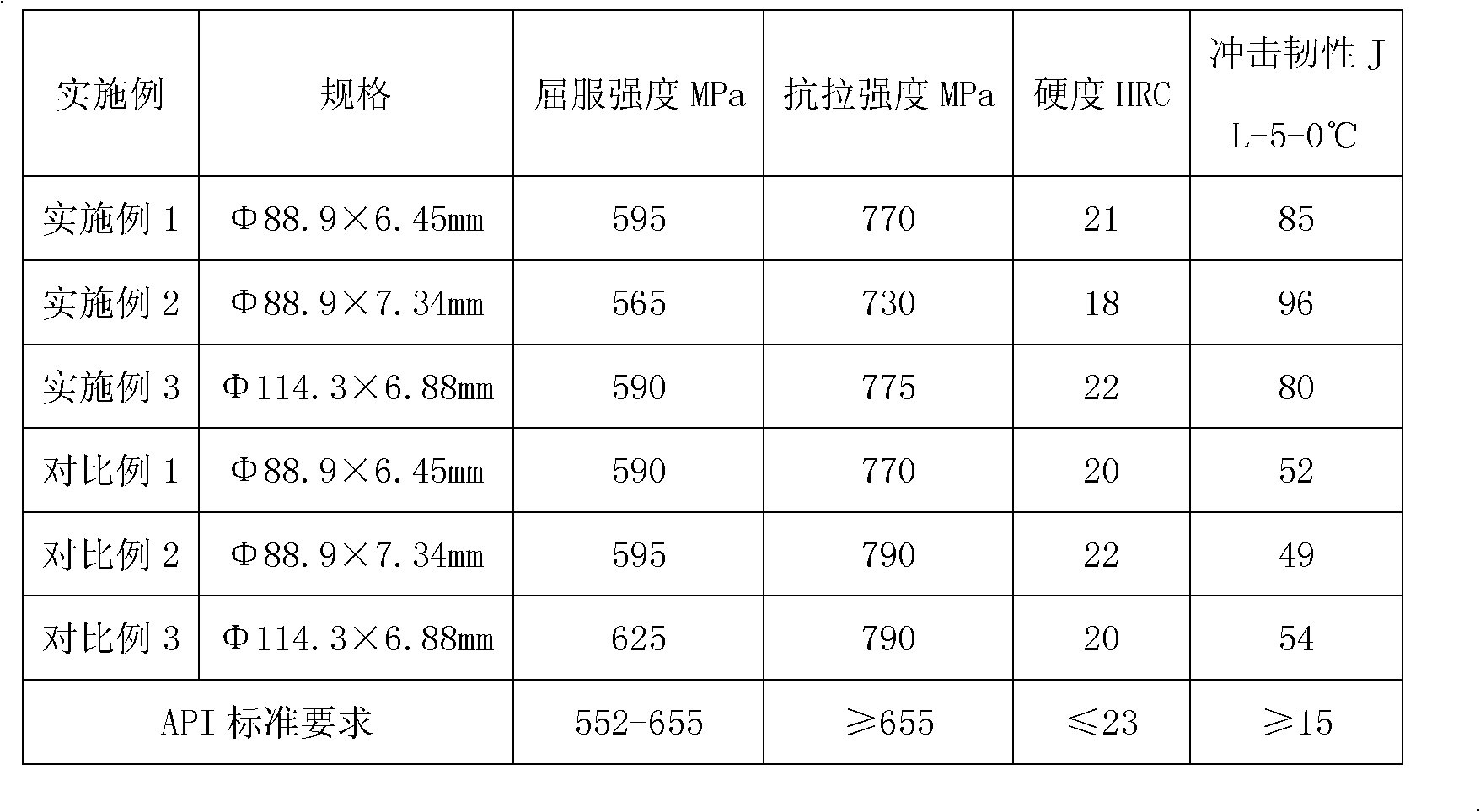
[0037] Table 3 has shown the concrete process parameter of the embodiment 1-3 of this technical solution.
[0038] table 3.
[0039] Example
Specification
Reheating temperature ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More