

Stainless steel thin-wall pore-free laser welding method
A technology of laser welding and stainless steel, which is applied in the direction of laser welding equipment, welding equipment, workpiece edge, etc., can solve the problems of easy access to the melting zone, formation of pores, poor casting performance, etc., and achieve good manufacturability, convenient processing, and welding process high efficiency effect
Inactive Publication Date: 2013-05-08
DANDONG TOP ELECTRONICS INSTR GRP
View PDF5 Cites 3 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
[0003] However, some problems have also been found in the application. Since the pulsed laser beam acts on the metal surface, it is a process of energy cycle change. The shielding gas and air around the weld seam, under the action of the pulse energy, the flow speed is accelerated, and it is easy to enter the melting zone, especially It is a stainless steel material with poor castability, and it is easy to form pores in the molten pool
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
[0026] Stainless steel thin-walled non-porous laser welding method;
[0027] 1, Stainless steel Wall thickness 3mm≥δ≥0.5mm, no filler material in the weld;
[0028] 2. Welding process parameters: pulse width 1~3ms, frequency 40~50Hz, single point energy 5~7J, power 2.5~3.5kW, Speed 5~12mm / s ;
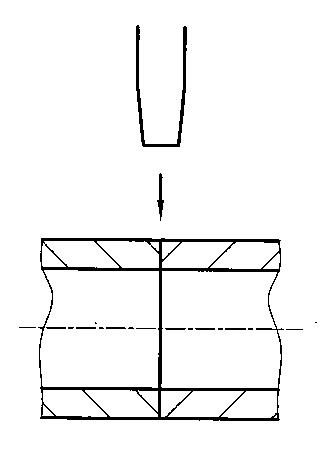
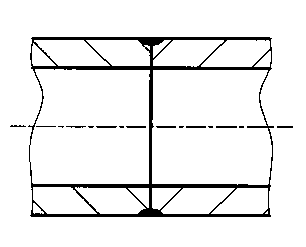
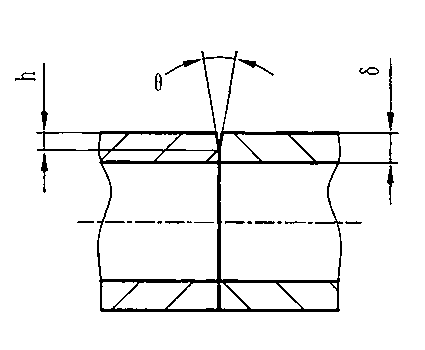
[0029] 3. Groove opening: outer ring butt weld or plane butt weld, groove opening is attached image 3 V-shape shown, or bevel opening as Figure 4 The inter-trough shape shown;
[0030] Groove angle θ=15°~20° or groove width between grooves a=0.1~0.2mm, depth h=0.5~2mm.
[0031] See attached table 2 and 3 for specific examples.
[0032] Schedule 1
[0033]
[0034] Schedule 2
[0035]
[0036] Schedule 3
[0037]
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
The invention discloses a stainless steel thin-wall pore-free laser welding method. The method is characterized in that the stainless steel wall thickness delta is more than or equal to 0.5 mm and less than or equal to 3mm; the welding process parameters are that the pulse width is 1 to 3ms, the frequency is 40 to 50 Hz, the single-point energy is 5 to 7J, the power is 2.5 to 3.5kW, and the speed is 5 to 12mm / s; a groove is V-shaped or slot-shaped; and the groove angle theta is 15 to 20 degrees, or the slot width alpha of the groove is 0.1 to 0.2mm, and the depth h is 0.5 to 2mm. By the method, filling material-free self-fluxing laser welding can be realized, a through pore can be avoided in a welding line, and a welding process is high in efficiency; and the laser welding method can adapt to large-scale production, and can be used in small-scale production.
Description
technical field [0001] The invention relates to a stainless steel laser welding method, in particular to a stainless steel thin-walled non-porous laser welding method. Background technique [0002] Laser welding uses laser beams to generate high temperature on the metal surface to melt the metal surface to achieve welding. At present, it has been widely used in automobile, electronics and other industries, and its characteristic is that it is suitable for welding small welding areas and thin-walled parts. Compared with traditional electric welding and other welding methods, laser welding has high weld surface quality, small heat-affected zone, and low welding residual stress. [0003] However, some problems have also been found in the application. Since the pulsed laser beam acts on the metal surface, it is a process of energy cycle change. The shielding gas and air around the weld seam, under the action of the pulse energy, the flow speed is accelerated, and it is easy to ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): B23K26/24B23K33/00
Inventor杨涛秦鹏李健
OwnerDANDONG TOP ELECTRONICS INSTR GRP