

Hot forging method for transmission shaft yoke with horizontal yoke part
A transmission shaft and fork technology, which is applied in the field of hot forging of transmission shaft joints, can solve the problems of inconvenient process implementation, high mold material requirements, complex mold structure, etc., so as to save machining processes and flash metal The effect of low consumption and stable process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0033] The finished product that this embodiment makes is as figure 1 As shown, the hot forging method, the step sequence includes: blanking, heating, flat die flattening twice, pre-forging bending, final forging forming and edge trimming. Specifically, it is achieved through the following methods:
[0034] Step 1, blanking: use round bar material to saw and blank, and the ratio of height to diameter of the blank is not greater than 1.5;
[0035] Step 2. Preheating the mould: heating the pre-forged and bent pre-forging dies and final forging dies to keep the die temperature at 200°C to 300°C;
[0036] Step 3. Heating the billet: place the billet in an intermediate frequency furnace and heat it to 1100°C to 1150°C;
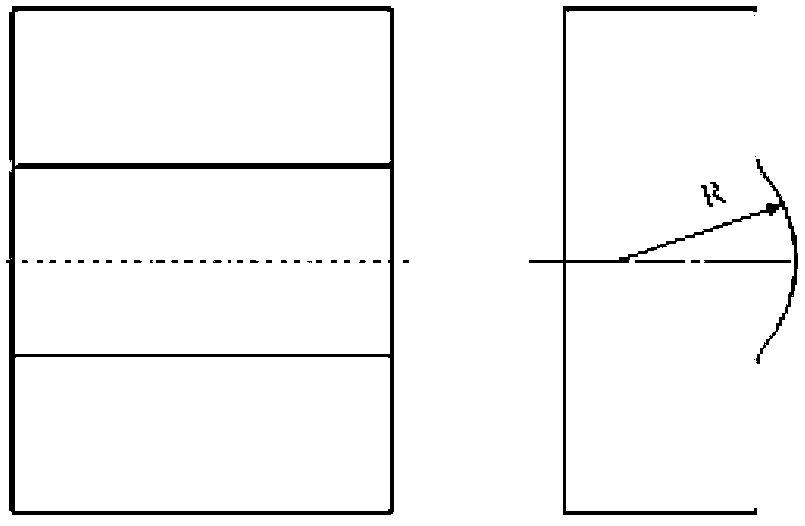
[0037] Step 4. Flatten the flat mold twice: place the billet horizontally, flatten the flat mold, then rotate it 90° and then flatten it again, make the blank into a long strip shape, and control the thickness of the end at 50mm to 55mm after flattening;
[0038...
Embodiment 2
[0052] A certain type of drive shaft yoke is made of SAE1141 alloy steel, and the processing equipment is a 40000kN hot die forging press. The process is as follows:
[0053] 1. Blanking: Round bar material is used for sharp cutting and blanking, and the blank size is Φ70×134mm;
[0054] 2. Preheating the mold: heat the pre-forging mold and the final forging mold, and heat the mold to 220°C;
[0055] 3. Heating the billet: place the billet in an intermediate frequency furnace and heat it to 1100°C;
[0056]4. Flattening of the flat mold: put the blank horizontally, and flatten the flat mold for the first time, adjust the thickness of the lower backing plate 9, control the reduction to 20mm, then rotate 90° and then flatten the flat mold once, and shoot the blank In the shape of a long strip, the thickness of the end after being flattened is 50mm;
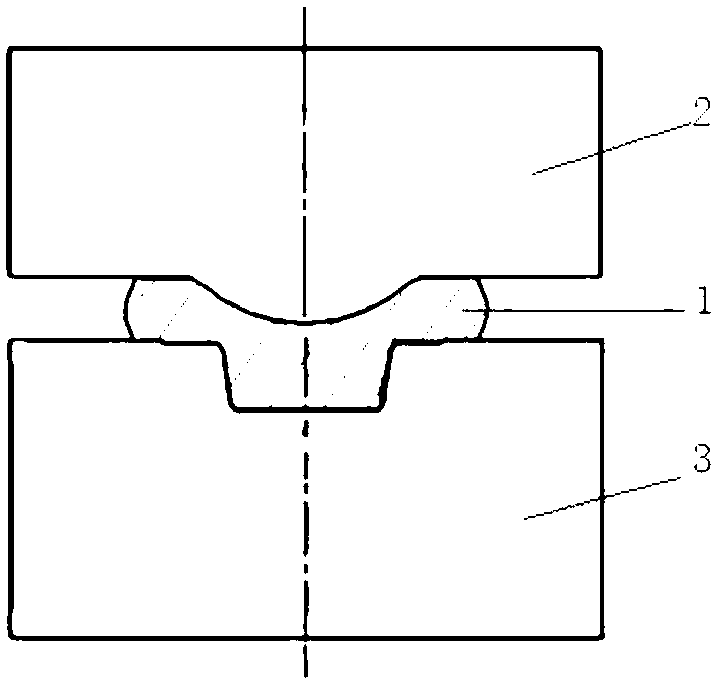
[0057] 5. Pre-forging and bending: place the strip-shaped blank in a bending die with a specific shape, and perform bending and ...
Embodiment 3
[0062] A certain type of drive shaft yoke is made of SAE1141 alloy steel, and the processing equipment is a 40000kN hot die forging press. The process is as follows:
[0063] 1. Blanking: Round bar material is used for sharp cutting and blanking, and the blank size is Φ70×134mm;
[0064] 2. Preheating the mold: heat the pre-forging mold and the final forging mold, and heat the mold to 250°C;
[0065] 3. Heating the billet: place the billet in an intermediate frequency furnace and heat it to 1150°C;
[0066] 4. Flattening of the flat mold: place the billet horizontally, flatten the flat mold for the first time, adjust the thickness of the lower backing plate 9, control the reduction to 15mm, then rotate 90° and then flatten the flat mold once, and clap the blank In the shape of a long strip, the thickness of the end after being flattened is 55mm;
[0067] 5. Pre-forging and bending: Place the strip-shaped blank in a bending die with a specific shape for bending and flattening...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More