A high-performance flame-retardant pc/pet alloy material and its preparation method
A technology of alloy material and hindered phenol, which is applied in the field of PC/PET alloy material and its preparation, can solve the problems of appearance, processing performance and mechanical performance decline, and achieve the effect of good appearance, simple process and price advantage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
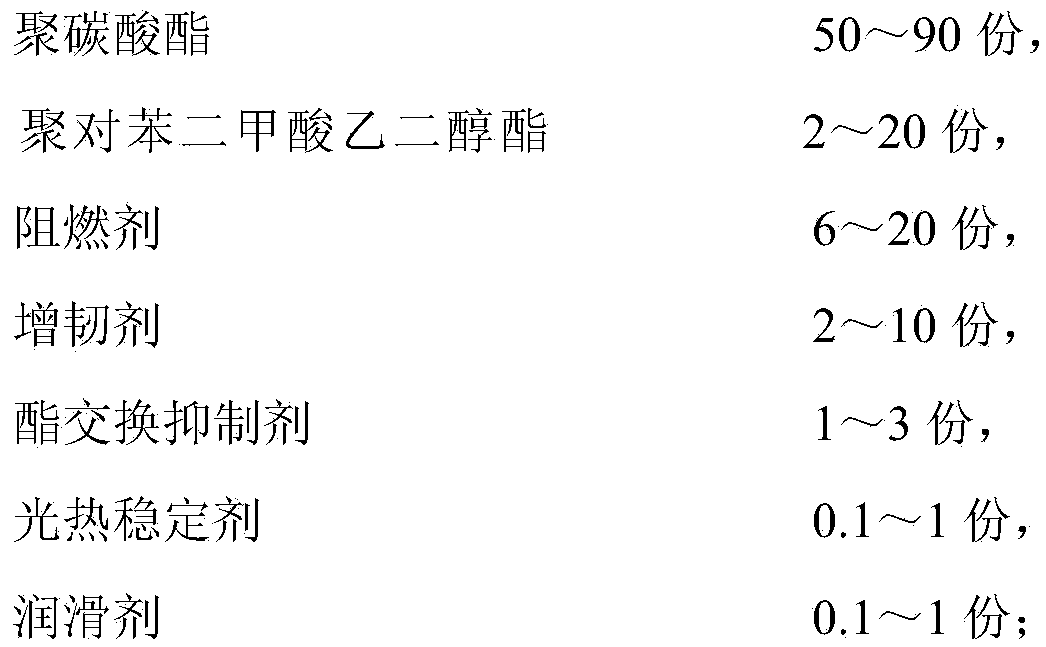
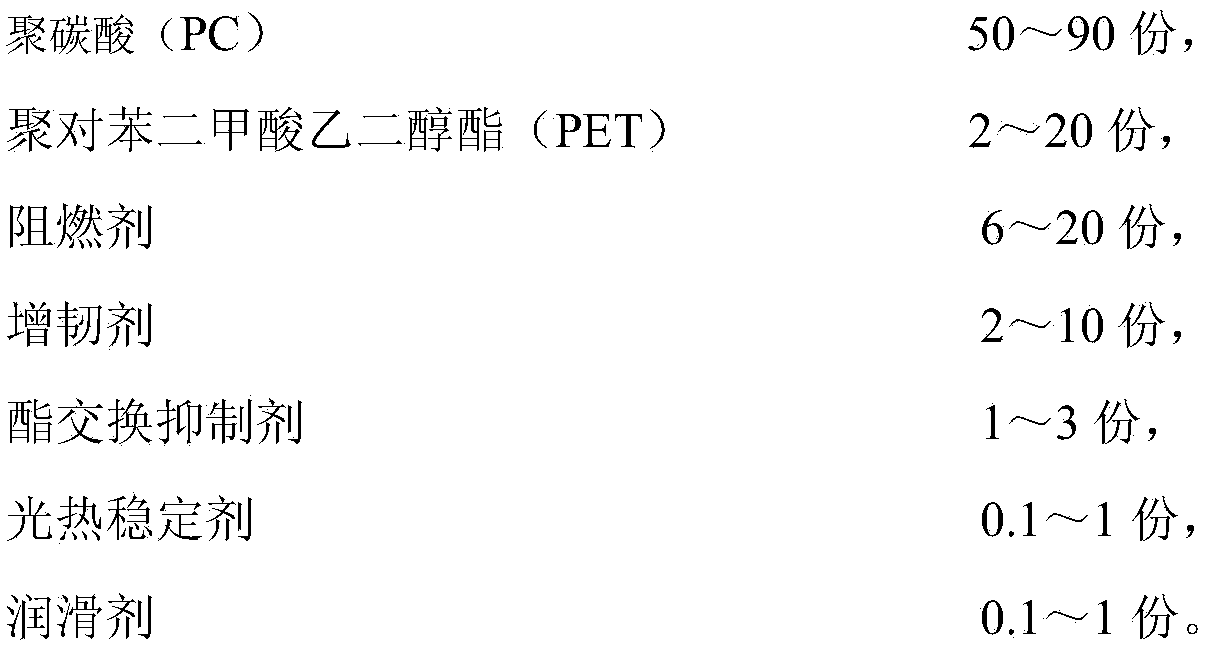
[0041] (1) 90 parts of PCIR2200 resin, 2 parts of PETCB-608S resin, 2 parts of toughening agent EM500, 6 parts of flame retardant KBE-2025K, 1 part of transesterification inhibitor TPP, 0.3 part of light and heat stabilizer (antioxidant 1076: Antioxidant 168=1:2, mass ratio) and 0.1 part of lubricant PETS are mixed evenly by high-speed stirring;
[0042] (2) Send the above mixture into a twin-screw extruder, fully melt and compound under the conveying and shearing action of the screw, and then extrude through the machine head, draw, cool and pelletize.
[0043] The temperature of the first zone of the twin-screw extruder is controlled between room temperature and 80°C, and the temperature of the screws in the other sections (from the second zone to the machine head) is controlled at 220-250°C, and the screw speed is 400r / min.
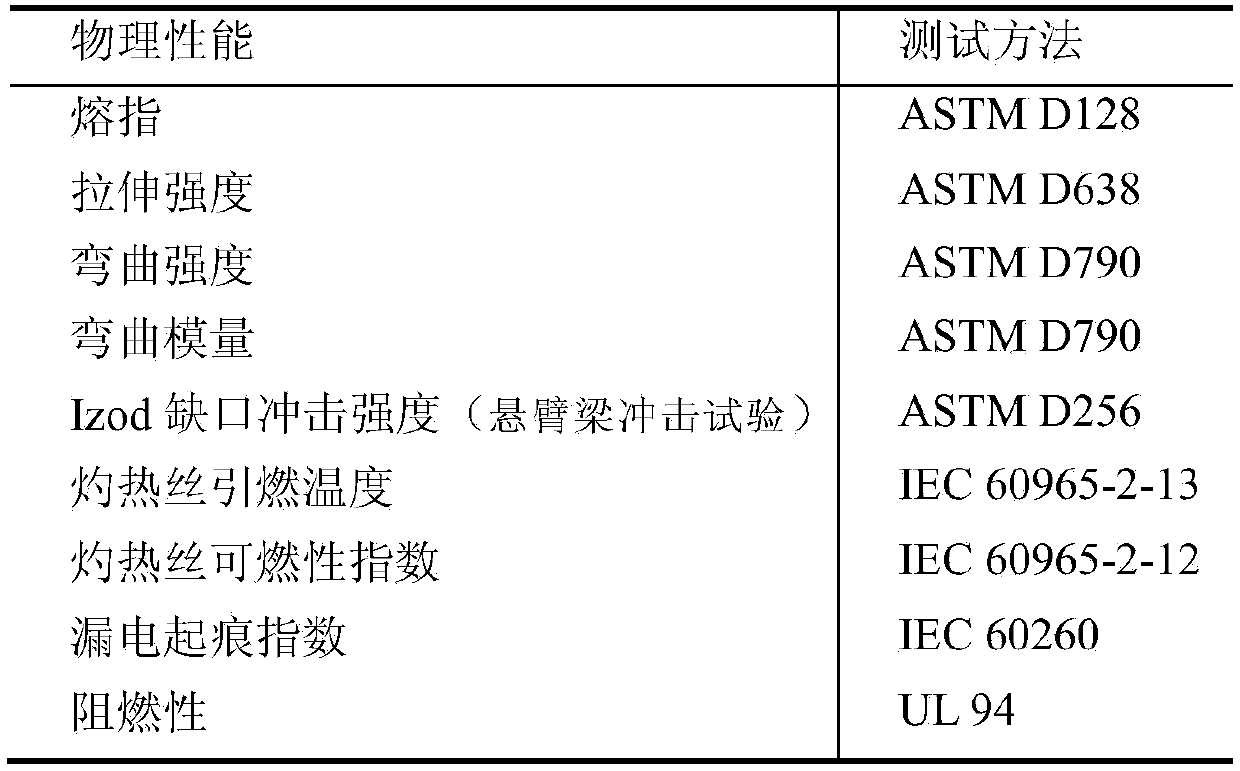
[0044] The prepared compound was injection-molded into a standard sample bar for testing according to the standard size, and the performance test resul...
Embodiment 2
[0046](1) 70 parts of PCIR2200 resin, 14 parts of PETCB-608S resin, 6 parts of toughening agent EM500, 10 parts of flame retardant KBE-2025K, 2 parts of transesterification inhibitor TPP, 0.6 part of light and heat stabilizer (antioxidant 1076: Antioxidant 168=1:2, mass ratio) and 0.5 parts of lubricant PETS are mixed evenly by high-speed stirring;
[0047] (2) Send the above mixture into a twin-screw extruder, fully melt and compound under the conveying and shearing action of the screw, and then extrude through the machine head, draw, cool and pelletize.
[0048] The temperature of the first zone of the twin-screw extruder is controlled between room temperature and 80°C, and the temperature of the screws in the other sections (from the second zone to the head) is controlled between 220 and 250°C, and the screw speed is 400r / min.
[0049] The prepared compound was injection-molded into a standard sample bar for testing according to the standard size, and the performance test r...
Embodiment 3
[0051] (1) 50 parts of PCIR2200 resin, 20 parts of PETCB-608S resin, 10 parts of toughening agent EM500, 20 parts of flame retardant KBE-2025K, 3 parts of transesterification inhibitor TPP, 0.9 part of light and heat stabilizer (antioxidant 1076: Antioxidant 168=1:2, mass ratio) and 1 part of lubricant PETS are mixed evenly by high-speed stirring;
[0052] (2) Send the above mixture into a twin-screw extruder, fully melt and compound under the conveying and shearing action of the screw, and then extrude through the machine head, draw, cool and pelletize.
[0053] The temperature of the first zone of the twin-screw extruder is controlled between room temperature and 80°C, and the temperature of the screws in the other sections (from the second zone to the machine head) is controlled at 220-250°C, and the screw speed is 400r / min.
[0054] The prepared compound was injection-molded into a standard sample bar for testing according to the standard size, and the performance test res...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More