

Cold rolling forming method for automotive hub bearing ring part with L-shaped cross section
A technology for automotive wheel hubs and rings, applied in metal rolling, metal rolling, rolling mill control devices, etc., can solve problems such as high scrap rate in cold rolling, butterfly shape, metal flow filling, and complex geometric motion changes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific example
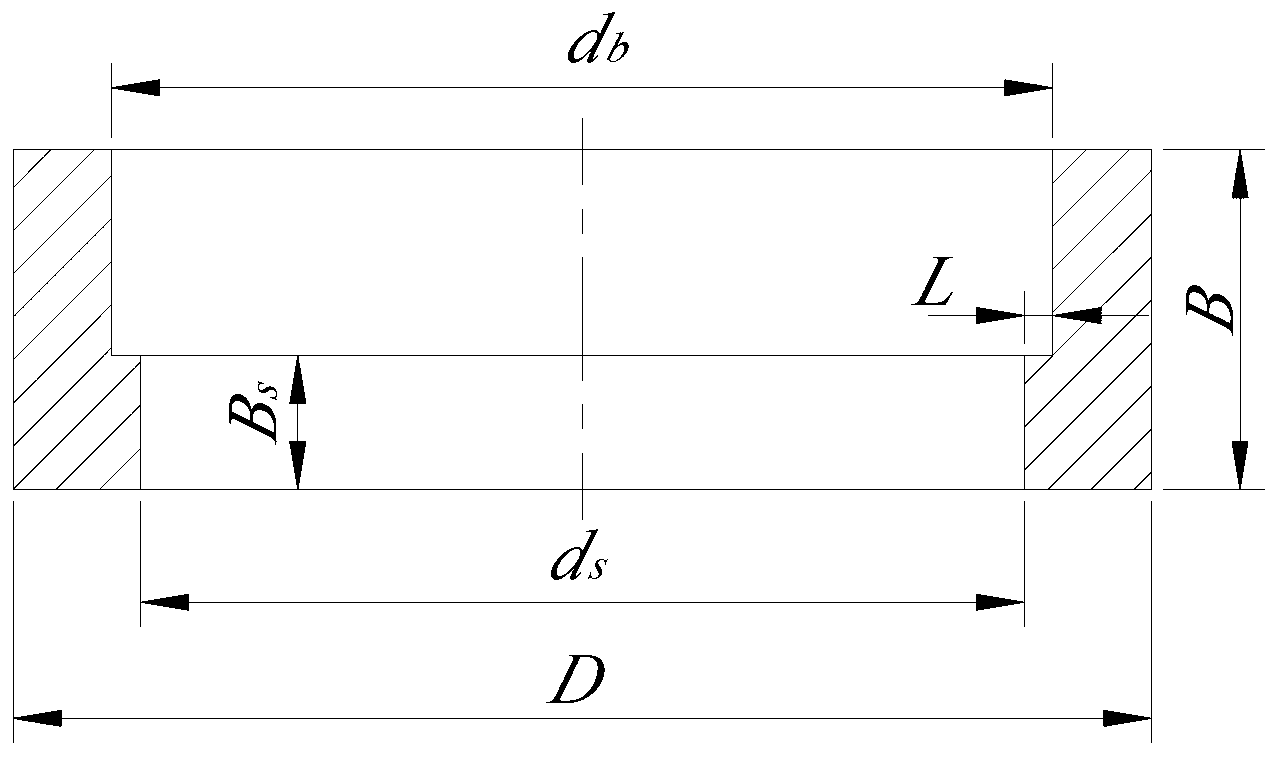
[0110] by figure 1 The shown L-shaped cross-section automobile hub bearing ring is a specific example, and the outer diameter of the cold-rolled ring is required to be D, and the inner diameter of the large-hole ring is d b , the inner diameter of the small orifice ring d s 59.3mm, 49mm and 46mm respectively, ring height B, inner step height B s 17.7mm and 7mm respectively, the cold rolling forming method includes the following steps:
[0111] (1) Ring blank design and processing
[0112] According to the dimension design method of the ring blank of the present invention, since the inner ring and the outer ring of the bearing are simultaneously processed by the tower-shaped forging process, the rolling ratio λ is selected as 1.13, and the inner diameter d of the small hole ring of the ring blank is determined s0 is 40.8mm, take the ring blank height B 0 1.75mm, ring blank step height B s0 7mm, step length L 0 is 1.5mm, take the volume compensation coefficient K V is 1.0...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More