

Method for high-accuracy turning of outer circles or inner holes of shaft-type workpieces on numerical control machine tool
A shaft workpiece, CNC machine tool technology, applied in turning equipment, turning equipment, manufacturing tools and other directions, can solve the problems of input manpower, material resources increase, manufacturing cost increase, etc., to achieve good surface quality, reduce surface roughness value, easy-to-achieve effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
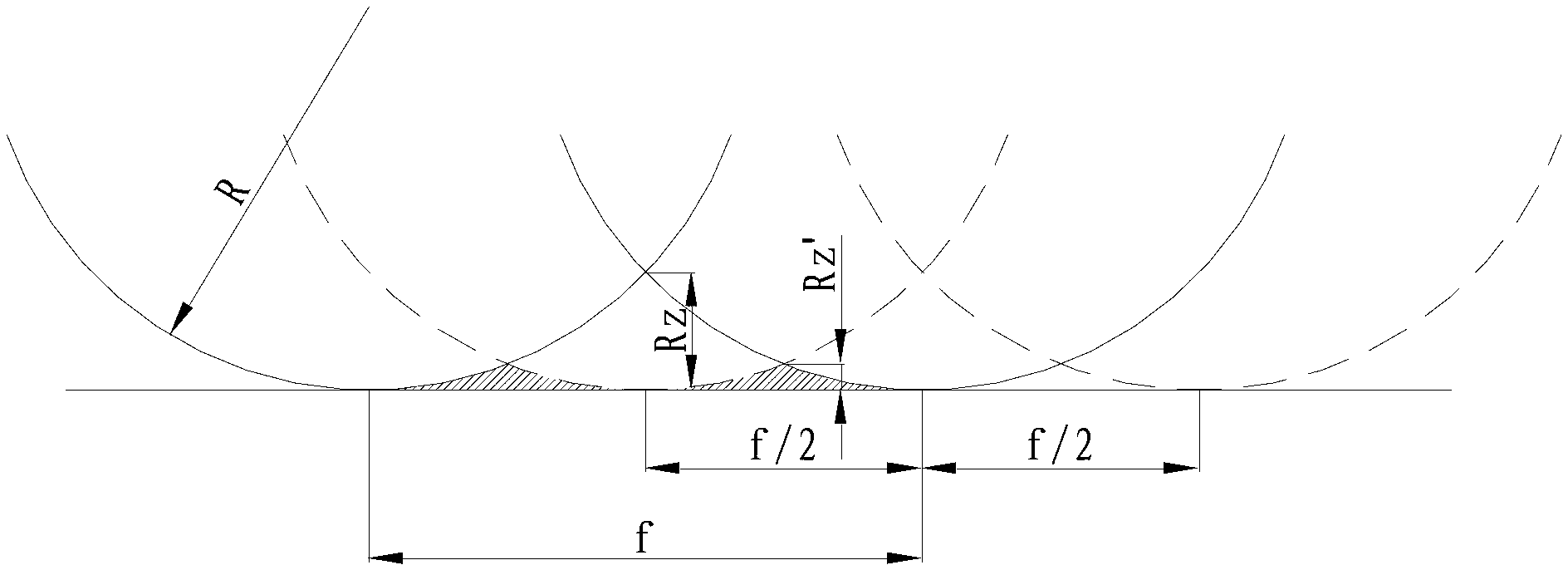
[0032] Such as Figure 2-5 As shown, the present invention is a high-precision turning method for the outer circle or inner hole of a shaft workpiece on a numerically controlled machine tool, comprising the following specific steps:
[0033] First, the shaft workpiece is clamped on the CNC machine tool; in this specific embodiment, the spindle of the CNC machine tool has an angular positioning function. The present invention can also be used on a numerically controlled machine tool without a spindle angle positioning function. At this time, manual auxiliary positioning is used to realize this high-precision turning method.
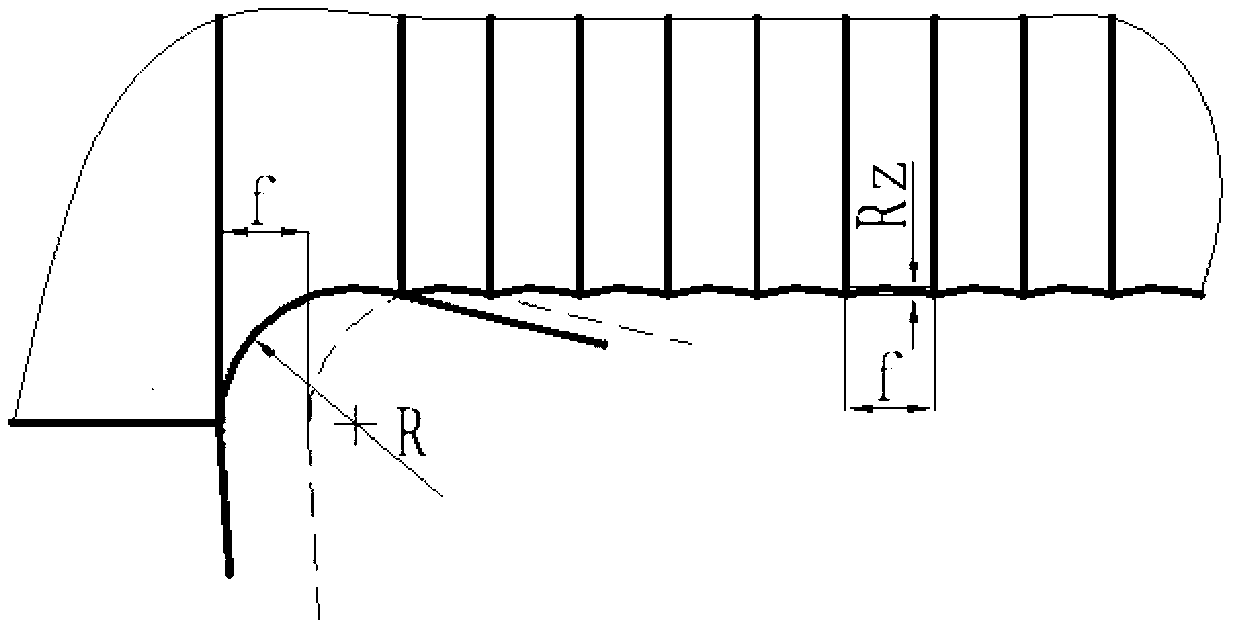
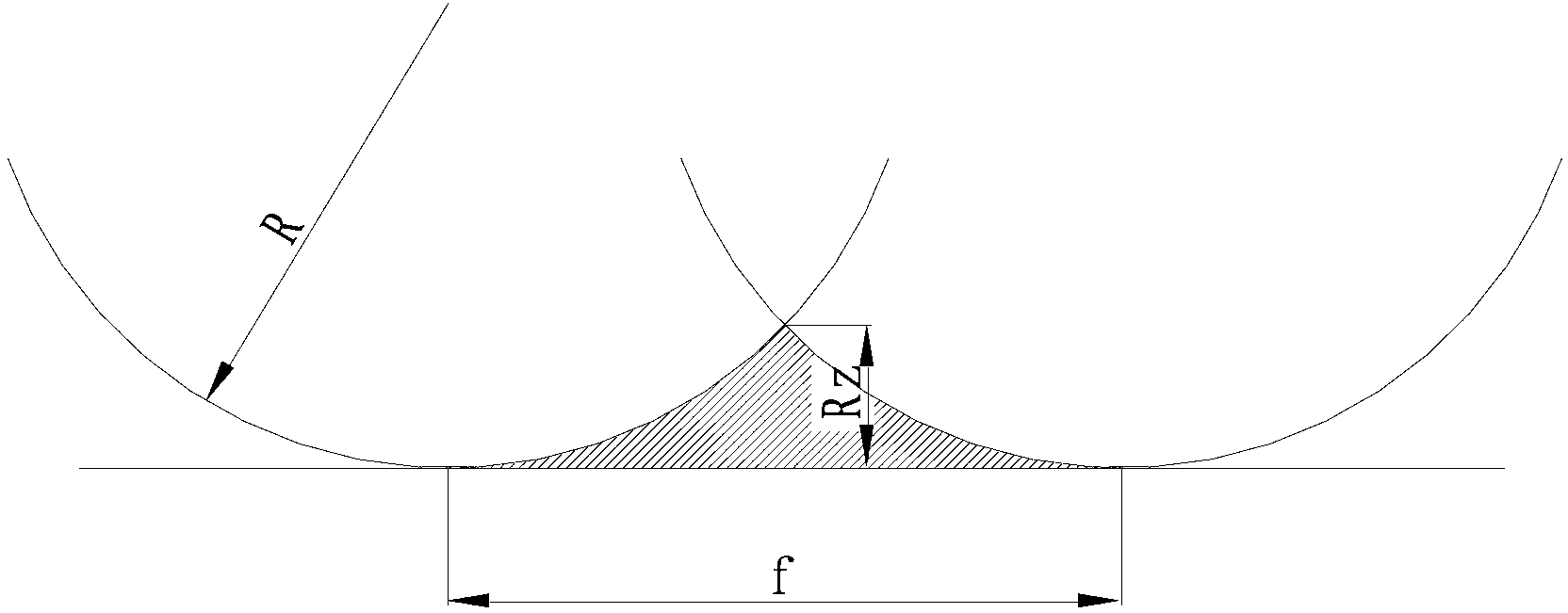
[0034] Initial finish turning: use the turning tool whose cutting parameters are the cutting depth ap and the feed rate f, the initial angular position of the orientation spindle is 0°, start from the end of the outer circle or the inner hole, and align the outer circle or the shaft workpiece along the axial direction Turning is performed on the inner hol...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More