

Casting method of centrifugal pump body
A technology of centrifugal pump and pump body, which is applied in the direction of casting molding equipment, casting mold, casting mold composition, etc. It can solve the problems of temperature drop, slag inclusion, casting shrinkage cavity, etc., and achieve the effect of improving casting quality and convenient processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0019] A casting method for a pump body of a centrifugal pump, characterized in that it comprises the following steps:
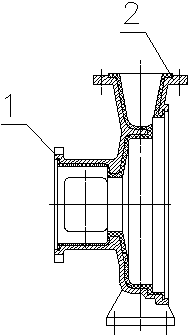
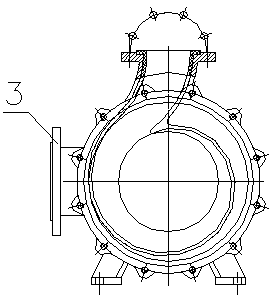
[0020] 1) Making urea core: Affected by the structure of the pump body itself, the irregular flow path in the pump body makes it impossible to directly press out the cavity of the pump body through the mold. According to actual production, the urea core process is used to mix urea and white sugar Mix in strict accordance with the mass ratio of 100:6, heat to 140-160°C, pour into the cavity after melting, take out the urea core for inspection after complete cooling, and require it to be white, with no obvious defects on the surface, and the size meets the requirements of the drawing;
[0021] 2) Wax mold production: Control the temperature of the wax to be 55-62°C, the injection pressure to be 0.8-1.0Mpa, the injection time to be 50s, and the holding time to be 10min. The surface of the wax mold and the cavity should be smooth and free of cracks ;
[0022] 3...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More