

Wide and thick steel plate for normalized and rolled fine-grain pressure-welded steel tube and preparation method thereof
A technology of normalizing rolling and pressure welding, which is applied in the field of wide and thick steel plates for normalizing rolled fine-grained pressure welded steel pipes and its preparation, can solve the problems of less attention to microstructure and mechanical properties, and achieve the elimination of The effect of off-line normalizing heat treatment, improving production efficiency and reducing production energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
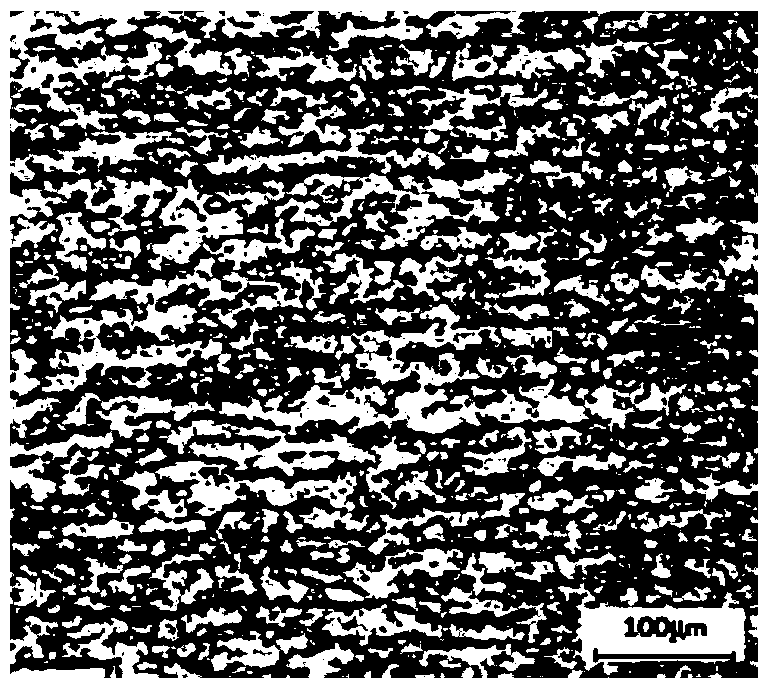
Embodiment 1
[0033] A wide and thick steel plate for normalizing rolled fine-grained pressure welded steel pipes. In terms of weight percentage, the chemical composition of the wide and thick steel plate is: C: 0.10%, Si: 0.25%, Mn: 1.40%, S: 0.007% , P: 0.008%, Nb: 0.025%, Ti: 0.025%, V: 0.025%, Als: 0.030%, and the rest are iron and unavoidable impurities.
[0034] The preparation method of above-mentioned wide and thick steel plate is:
[0035] 1) The slab size is 300mm (thickness) × 2200mm (width) heated to 1180-1200°C, heat preservation ≥ 200min, heating time ≥ 50min;
[0036] 2) The starting temperature of rough rolling in normalizing rolling is 1170°C, the finishing temperature is 1130°C, and the reduction rates in the last three passes of the rough rolling stage are 23%, 21% and 20% respectively;
[0037] 3) The starting temperature of normalizing rolling and finishing rolling is 890°C, the thickness of the intermediate billet is 4 times the thickness of the finished product, and ...
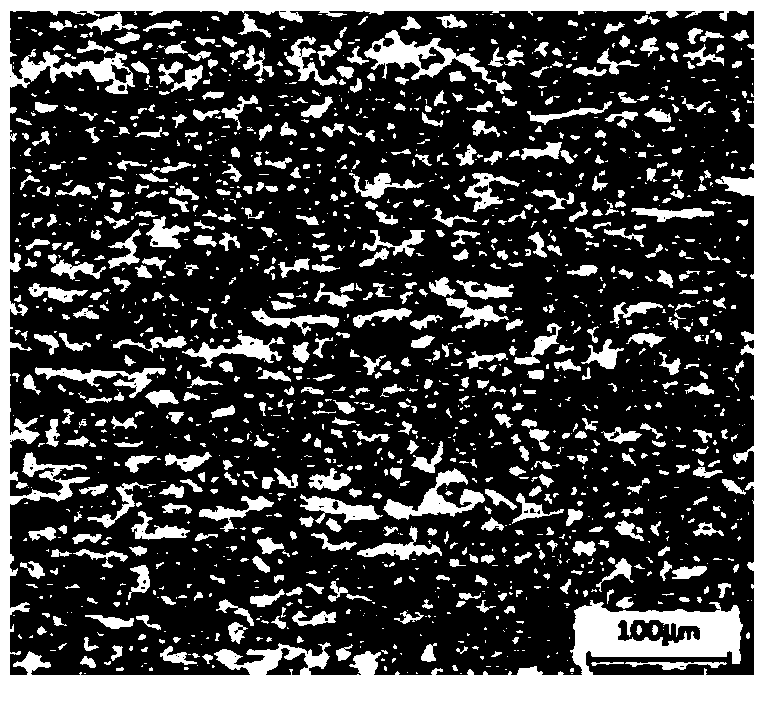
Embodiment 2
[0041] A wide and thick steel plate for normalizing rolled fine-grained pressure welded steel pipes. In terms of weight percentage, the chemical composition of the wide and thick steel plate is: C: 0.08%, Si: 0.20%, Mn: 1.20%, S: 0.010% , P: 0.012%, Nb: 0.025%, Ti: 0.020%, V: 0.020%, Als: 0.020%, and the rest are iron and unavoidable impurities.
[0042] The preparation method of above-mentioned wide and thick steel plate is:
[0043] 1) The slab size is 300mm (thickness) × 2200mm (width) heated to 1180-1200°C, heat preservation ≥ 200min, heating time ≥ 50min;
[0044] 2) The starting temperature of rough rolling in normalizing rolling is 1150°C, the finishing temperature is 1100°C, and the reduction rates in the last three passes of the rough rolling stage are 22%, 20% and 23% respectively;
[0045] 3) The starting temperature of normalizing rolling and finishing rolling is 850°C, the thickness of the intermediate billet is 3 times the thickness of the finished product, and ...
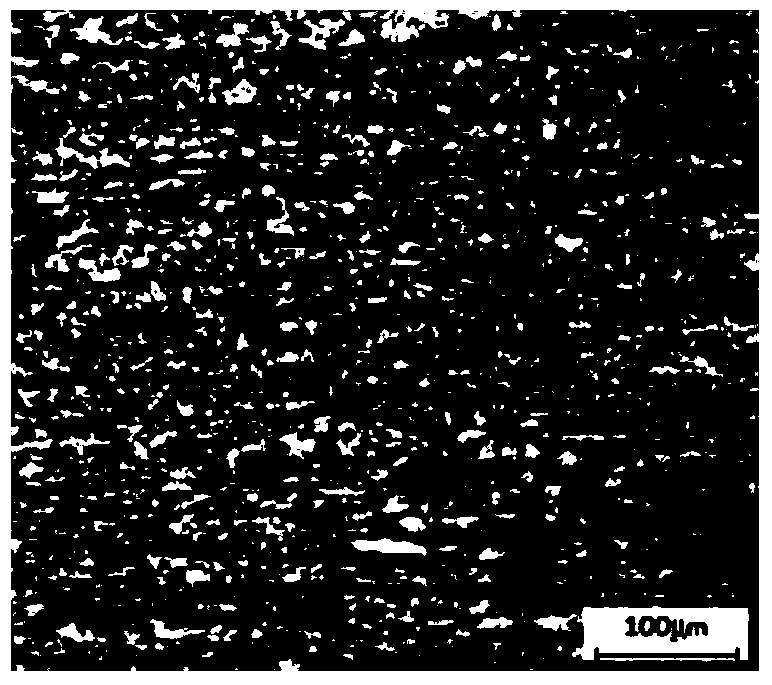
Embodiment 3
[0049] A wide and thick steel plate for normalizing rolled fine-grained pressure welded steel pipes, the chemical composition of the wide and thick steel plate is: C: 0.16%, Si: 0.60%, Mn: 1.70%, S: 0.020% , P: 0.025%, Nb: 0.050%, Ti: 0.050%, V: 0.050%, Als: 0.020%, and the rest are iron and unavoidable impurities.
[0050] The preparation method of above-mentioned wide and thick steel plate is:
[0051]1) The slab size is 300mm (thickness) × 2200mm (width) heated to 1180-1200°C, heat preservation ≥ 200min, heating time ≥ 50min;
[0052] 2) The starting temperature of rough rolling in normalizing rolling is 1200°C, the finishing temperature is 1160°C, and the reduction ratios in the last three passes of the rough rolling stage are 20%, 22% and 21% respectively;
[0053] 3) The starting temperature of normalizing rolling and finishing rolling is 920°C, the thickness of the intermediate billet is 6 times the thickness of the finished product, and the final forming rolling tempe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More