

Steel plate oddment monitoring method and system
A monitoring system and surplus material technology, applied in the direction of comprehensive factory control, electrical program control, comprehensive factory control, etc., can solve the problems of high cost of steel plate surplus material, waste of raw materials, difficult to find surplus material, etc., to improve the utilization rate of materials, The effect of reducing production cost and improving competitive advantage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention. In addition, the technical features involved in the various embodiments of the present invention described below can be combined with each other as long as they do not constitute a conflict with each other.
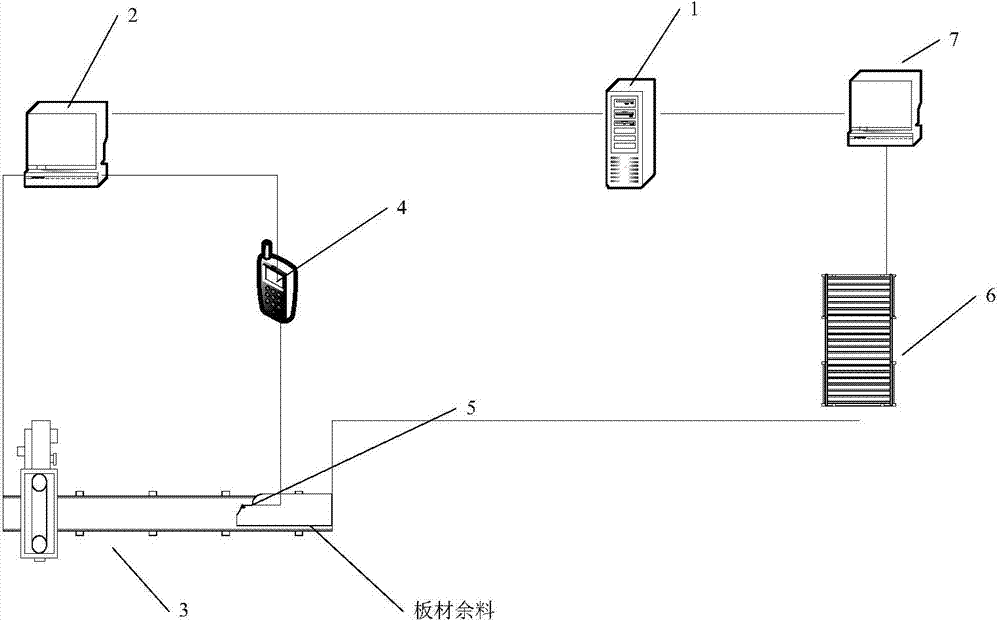
[0028] Such as Figure 4 As shown, the steel plate remaining material monitoring method of the present invention is applied in a steel plate remaining material monitoring system, the system includes a server, a cutting site management terminal, a numerically controlled cutting platform, an RFID reader, RFID and a plate warehouse, the method Include the following steps:
[0029] (1) The server ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More