

Rework welding process for T-shaped connector full penetration weld of pivot steel structure of ocean engineering crane
A technology of marine engineering and welding technology, applied in welding equipment, welding equipment, auxiliary welding equipment, etc., to avoid hydrogen-induced cracks, slow down the cooling rate, and prevent the appearance of transverse cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
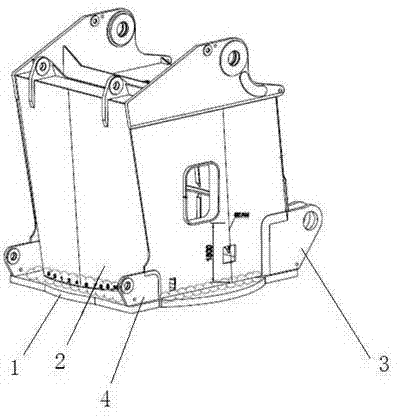
[0015] The invention relates to a repair welding process for full-penetration welds of T-shaped joints of a central steel structure of a marine engineering crane. The bottom plate and side plates of the T-shaped joints of the central steel structure are made of high-strength marine steel plates E36.
[0016] The specific steps are:
[0017] Step S1: Firstly, preheat the horizontal weld at the T-shaped joint between the bottom plate 1 and the side plate 2. The preheating adopts electric heating and attaches an electric heating block from the back of the bottom plate;
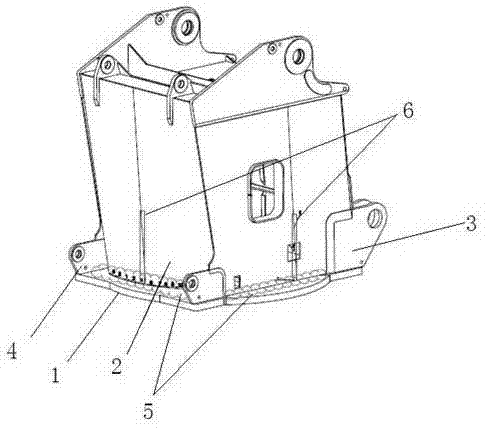
[0018] Step S2: After the preheating temperature reaches 110°C, check the defective welds at the T-joints shown by the flaw detection (see figure 2 Central cloud line area 5) Grind and remove the inner and outer sides of the T-joint by carbon arc gouging; cut a length of weld at the butt joint of side plate 2 on the extension path of the problem weld, see figure 2 Middle rectangular dotted line area 6; make th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More