Bottomless spherical-crown-shaped part manufacturing method
A manufacturing method and a bottomless ball technology are applied in the field of high-precision large-diameter bottomless spherical cap thin-walled rotary parts mechanical manufacturing process, which can solve the problems of long processing cycle, unstable product quality, and high mold cost, and achieve cost savings. , Solve the problem of bevel cutting and improve the effect of material utilization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
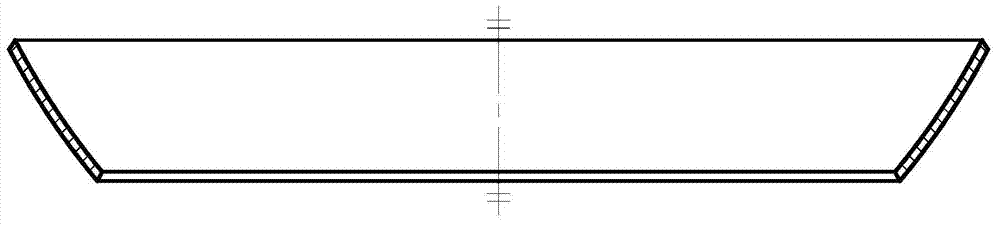
[0026] This embodiment is a method for manufacturing a bottomless thin-walled spherical crown part. The material of the processed parts is 30CrMnSiA high-strength steel, and the hardness reaches HRC33-38 after quenching and tempering. The inner diameter of the small end of the bottomless spherical crown part is 467-480mm, and the outer diameter of the large end is 549-560mm; the height of the bottomless spherical crown part is 57mm, and the wall thickness is 2.3mm; the spherical radius of the inner shape of the bottomless spherical crown part It is 316mm.
[0027] The specific processing steps of the present embodiment are:
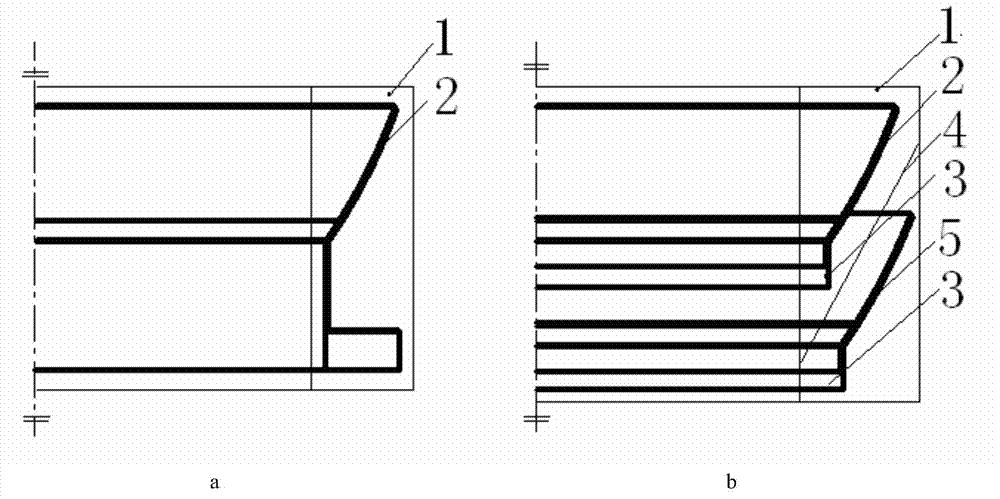
[0028] Step 1, select the blank of the bottomless spherical crown part. According to the designed and processed bottomless spherical crown parts, the forging with outer diameter of φ580mm, inner hole diameter of φ360mm and height of 170mm is selected as blank 1. Two bottomless spherical crown parts are shrouded on the blank. The selected forgings are ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com