

Process of preparing high-chromium alloy supper 13-Cr seamless steel tubes through CPE (cross-roll piercing and elongation) hot rolling mill
A technology of seamless steel pipe and high chromium alloy, which is applied in the field of metal rolling to achieve the effect of small deformation resistance, fast deformation speed and guaranteed product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] In order to make the content of the present invention easier to be understood clearly, the following further describes the present invention in detail based on specific embodiments in conjunction with the accompanying drawings.
[0025] The finished steel pipe specifications of this embodiment: φ88.9×6.45×10000-11500mm;
[0026] Tube billet specifications: φ125×1630mm;
[0027] Billet material: 13Cr;
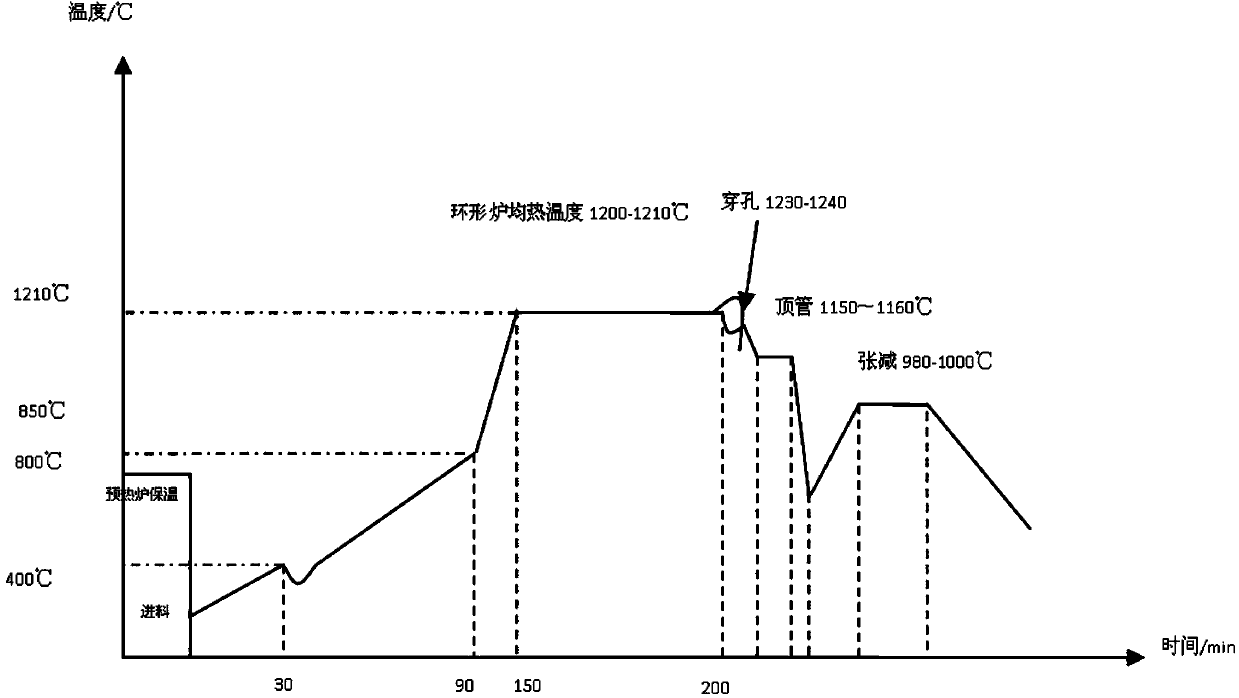
[0028] The general steps of the manufacturing process are: bright tube → pickling and grinding → tube blank material cutting → cold centering → tube blank preheating → ring furnace heating → tube blank perforation → capillary necking → tube jacking → loose rod → stripping →Hot sawing→Reheating→Tension reduction→Cooling bed cooling→Table inspection→Flaw detection→Packing and storage.
[0029] A process for preparing a high-chromium alloy super 13Cr seamless steel pipe by a hot-rolling CPE unit. The process steps are as follows:
[0030] a) Provide a tube blank;
[0031] b) After pick...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More