

Automotive high-formability aluminum alloy material and preparation method thereof
An aluminum alloy material and formability technology, applied in the field of high formability aluminum alloy materials for automobiles and their preparation, can solve problems such as unsatisfactory stamping and forming properties, and achieve excellent paint hardening properties, excellent stamping and forming properties, small size and uniform effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
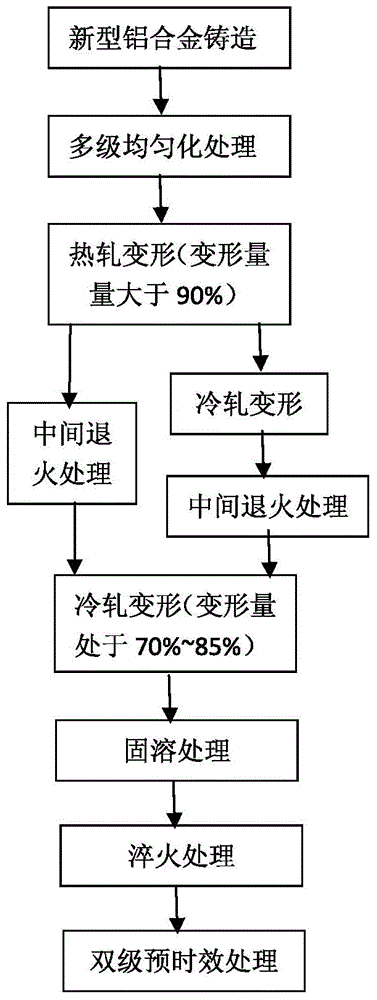
[0038] Implement the invention alloy 1# after smelting and casting, and homogenize it. The treatment process is as follows: heat up to 540-560°C at a heating rate of 45°C / h and hold for 16 hours, and then cool down with the furnace at a cooling rate of 45°C / h Take out the sample at 100°C. After homogenization, the ingot is cut and milled, reheated to 520-555°C for hot rolling, the pass reduction is 4%-36%, the total deformation of hot rolling is >92%, and the final rolling temperature is lower than 300°C ;The hot-rolled plate is heated to 300-500°C at a heating rate of 40°C / h for 1.5h annealing treatment, cooled by air cooling, and then cold-rolled to a thickness of 1mm, and the pass reduction is at 10 ~30%, the total deformation is 50~75%; then directly cut the sample from the cold-rolled plate and place it in a heat treatment furnace at 545~555°C for 3min solution treatment, and the heating rate of the sample is greater than 200°C / min. Then the solution treated alloy sample...
Embodiment 2
[0040] After implementing the invention alloy 2#, after melting and casting, it is homogenized. The treatment process is as follows: start to heat up at a heating rate of 25°C / h, wait for the temperature to reach 450-490°C for 3 hours, and then continue to heat up to 25°C / h Insulate at 540-560°C for 16 hours, and then take out the sample when the temperature is lowered to 100°C with the furnace at a cooling rate of 25°C / h. After homogenization, the ingot is cut and milled, reheated to 520-555°C for hot rolling, the pass reduction is 4%-36%, the total deformation of hot rolling is >92%, and the final rolling temperature is lower than 300°C ;The hot-rolled plate is heated to 300-500°C at a heating rate of 40°C / h for 1.5h annealing treatment, cooled by air cooling, and then cold-rolled to a thickness of 1mm, and the pass reduction is at 10 ~30%, the total deformation is 50~75%; then directly cut the sample from the cold-rolled plate and place it in a heat treatment furnace at 545...
Embodiment 3
[0042] Implement the invention alloy 3# after smelting and casting, and homogenize it. The treatment process is as follows: start to heat up to 540-560°C at a heating rate of 45°C / h and keep it for 22 hours, and then follow the furnace at a cooling rate of 45°C / h. The sample was taken out when the temperature was lowered to 100°C. After homogenization, the ingot is cut and milled, reheated to 520-555°C for hot rolling, the pass reduction is 4%-36%, the total deformation of hot rolling is >92%, and the final rolling temperature is lower than 300°C ;The hot-rolled plate is heated to 300-500°C at a heating rate of 100°C / h for 2.5h annealing treatment, cooled by air cooling, and then cold-rolled to a thickness of 1mm, and the pass reduction is at 10 ~30%, the total deformation is 50~75%; then directly cut the sample from the cold-rolled plate and place it in a heat treatment furnace at 545~555°C for 5min solution treatment, and the heating rate of the sample is greater than 200°C / ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More