

Rolling reduction control method under large liquid core pressure
A control method and reduction technology, applied in the direction of rolling force/roll gap control, etc., to improve the quality of the slab, refine the internal structure, and achieve the effect of easy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
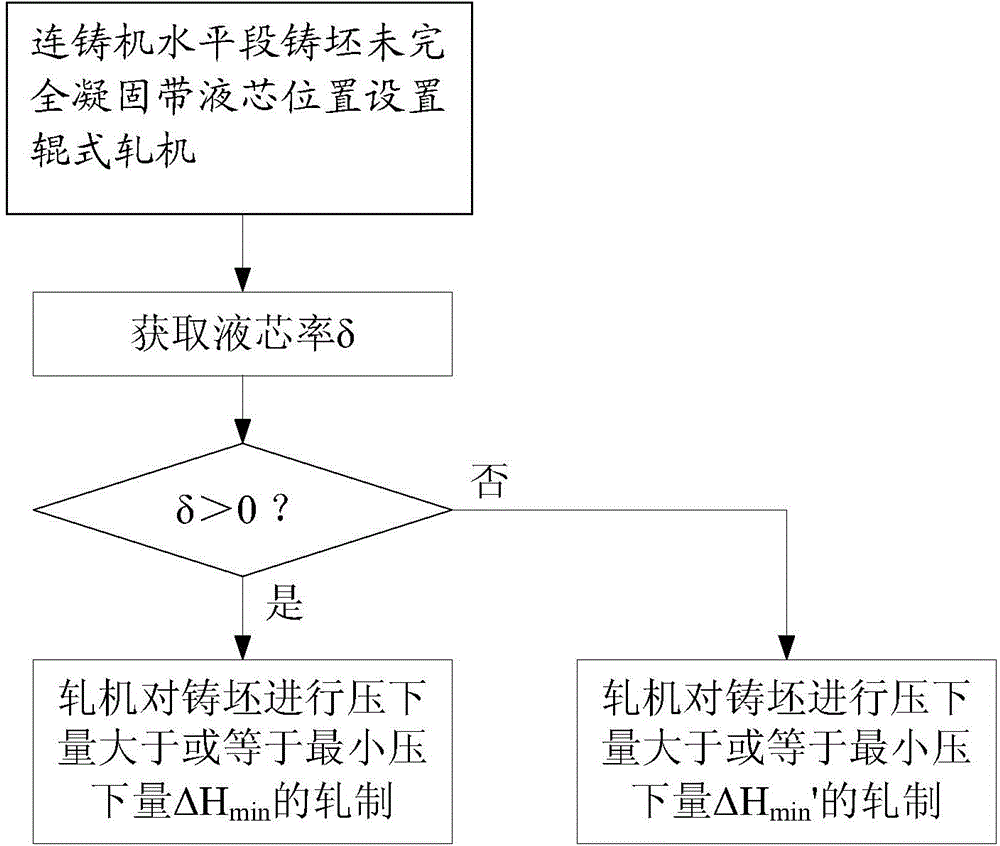
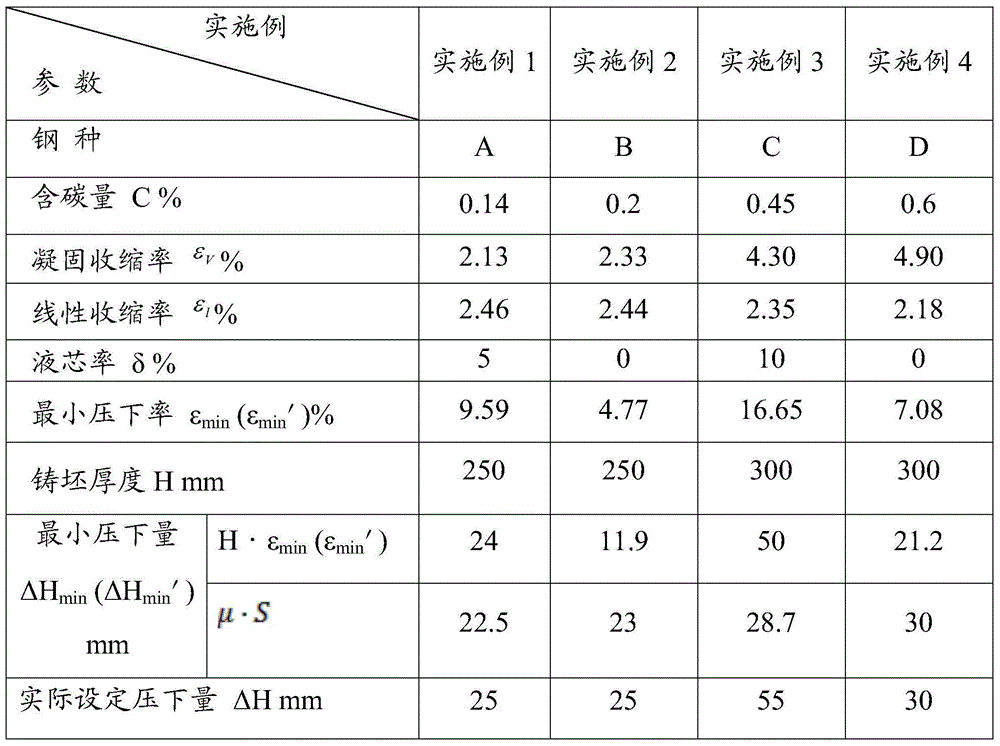
[0013] The liquid core big reduction rolling reduction control method of the present invention is as follows: figure 1 As shown, a roll mill is installed at the position where the slab is not completely solidified with a liquid core in the horizontal section of the continuous casting machine, and the percentage of the maximum liquid core thickness at the position of the rolling mill to the thickness of the slab before rolling is the percentage of the liquid core rate δ, and the liquid core rate is obtained δ and judge whether it is greater than 0, if the liquid core rate δ is greater than 0, the reduction of the casting slab by the rolling mill is greater than or equal to the minimum reduction ΔH min The liquid core is rolled with a large reduction, where the minimum reduction ΔH min =max[H·(ε v +ε l +δ), μ·S].
[0014] In the above formula, H is the thickness of the slab before rolling, in mm; ε V is the solidification shrinkage rate, unit %; ε l is the linear shrinkage ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More