

Steel for hot-rolling ultra-thin laser welding saw blade base and production method
A technology of laser welding and saw blades, which is applied in the field of hot-rolled strip steel and production, can solve problems such as low fatigue performance, uncontrolled coiling temperature, and reduce fatigue performance, so as to achieve good hardenability and welding performance, and reduce strip Steel edge crack defects, the effect of improving thermal stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] The present invention is described in detail below:
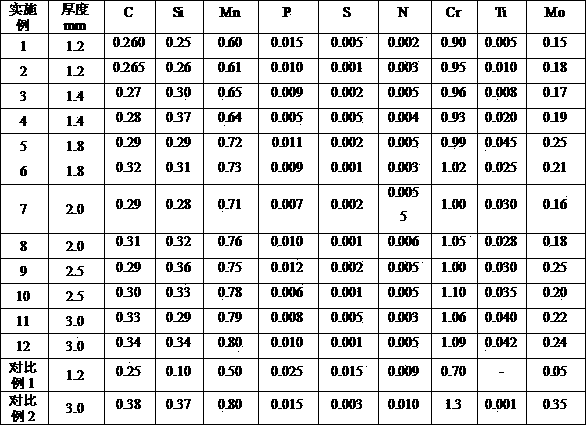
[0036] Table 1 is the value list of each embodiment of the present invention and comparative examples;
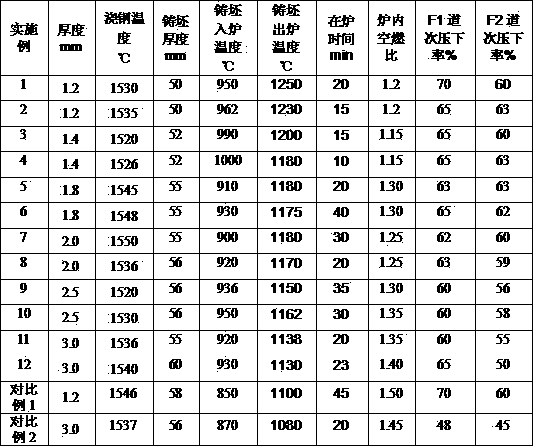
[0037] Table 2 is the main process parameter list of each embodiment of the present invention and comparative example;
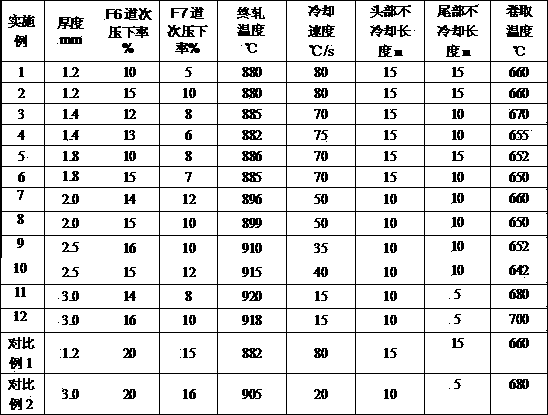
[0038] Table 3 is a list of the performance tests of the various embodiments of the present invention and comparative examples.
[0039] Each embodiment of the present invention is produced according to the following steps:
[0040] 1) Smelting and continuous casting into slabs, wherein: control the pouring temperature at 1520~1550℃, and the thickness of the slab at 50~60mm;
[0041] 2) Heating the slab: control the temperature of the slab entering the furnace at 900-1100°C, the temperature at the exit of the furnace at 1130°C-1250°C, the time of the slab in the furnace for 10-40min, and the air-fuel ratio in the furnace ≤1.4;
[0042] 3) Rolling: the number of rolling passes is 7; the final ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More