Clamping and positioning method for friction welding of steel piston
A clamping positioning and friction welding technology, which is applied to pistons, welding equipment, non-electric welding equipment, etc., can solve the problems of the total length of the piston, the coaxiality of the head and the skirt cannot be guaranteed, the outer circle of the piston skirt is deformed, and the pin hole is 2c Extrusion deformation and other problems to achieve the effect of stable product size control, avoiding waste and avoiding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
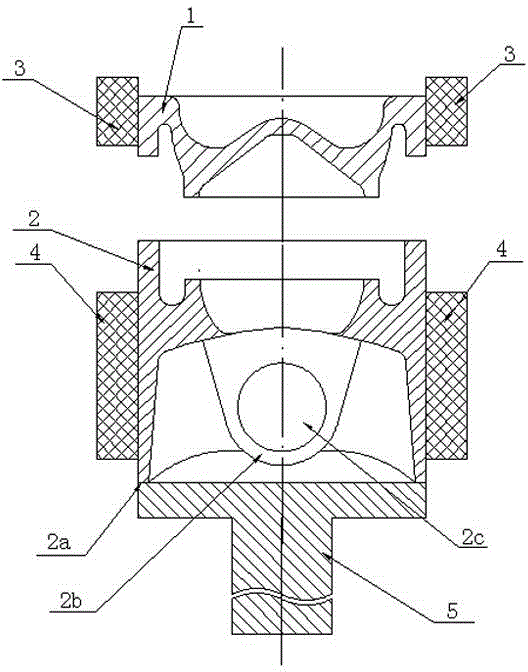
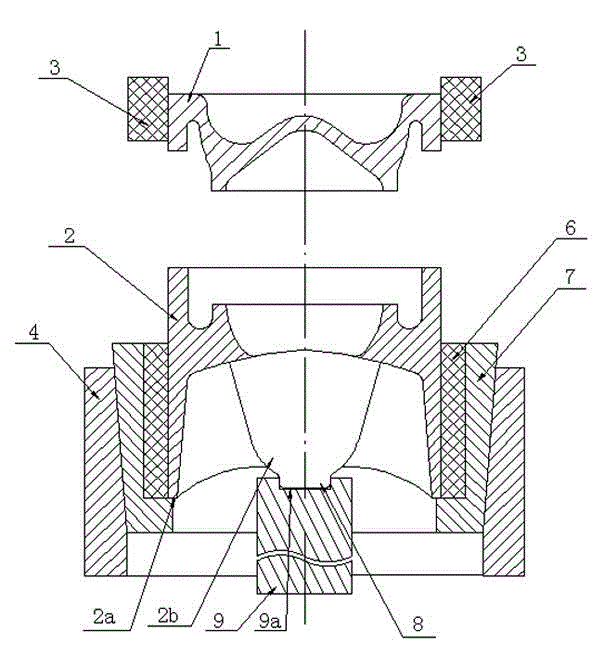
[0016] Such as figure 2 As shown, a steel piston friction welding clamping and positioning method is designed and processed with an upsetting positioning boss 8 under the pin seat 2b of the piston skirt 2, and the pin hole on the pin seat is not processed, specifically: the piston head 1 Clamp 3 the outer circle of the piston head through the first clamping block; at the other end corresponding to the friction welding equipment, the second clamping block 4 is covered with a spring collet 7 (the inner hole of the second clamping block 4 and the spring The outer circle of the jacket 7 is a taper fit), the spring jacket 7 is covered with an intermediate bush 6, the second clamping block 4 exerts force, the spring jacket 7 shrinks inward, and the piston head is clamped by the intermediate bush 6 The outer circle of the upper part, with the upsetting positioning plane 8 as the upsetting support surface, is supported by the upsetting positioning dowel 9 (the head of the upsetting p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com