

Laser-tig composite wire sealing welding method for L-shaped aluminum alloy structure
A sealing welding and aluminum alloy technology, which is applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc., to achieve the effect of ensuring sealing welding efficiency, reducing the range of heat-affected zone, and reducing heat input
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
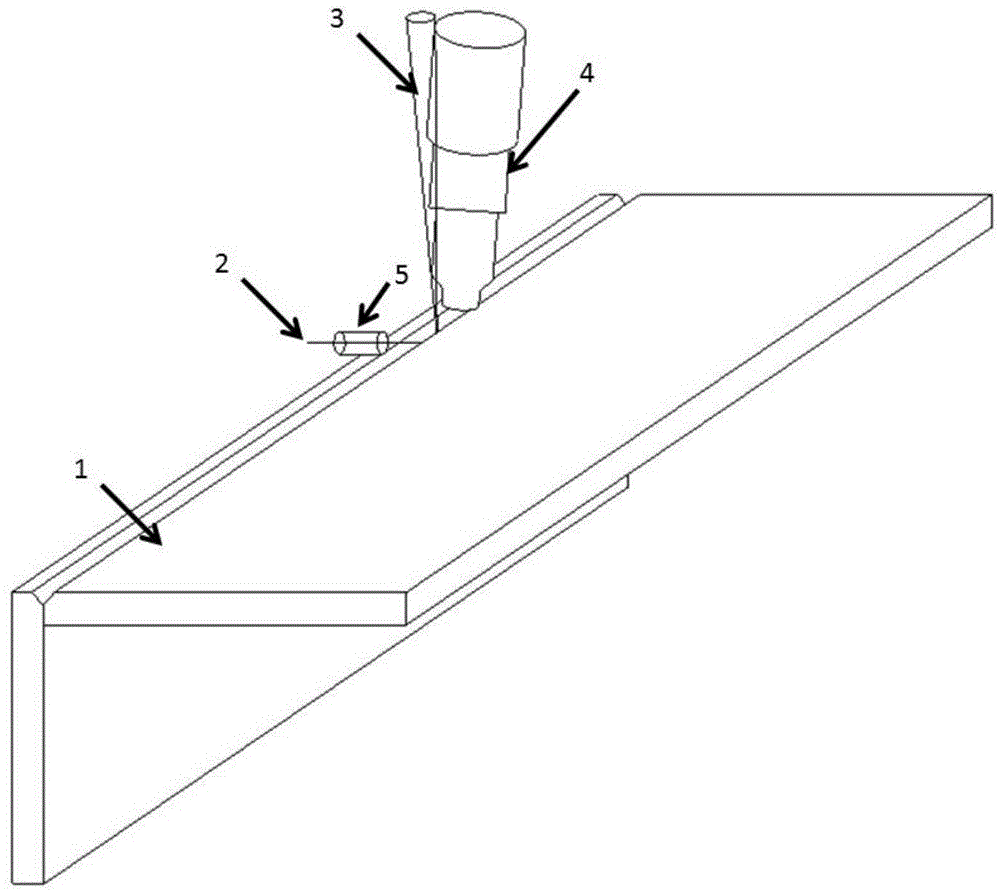
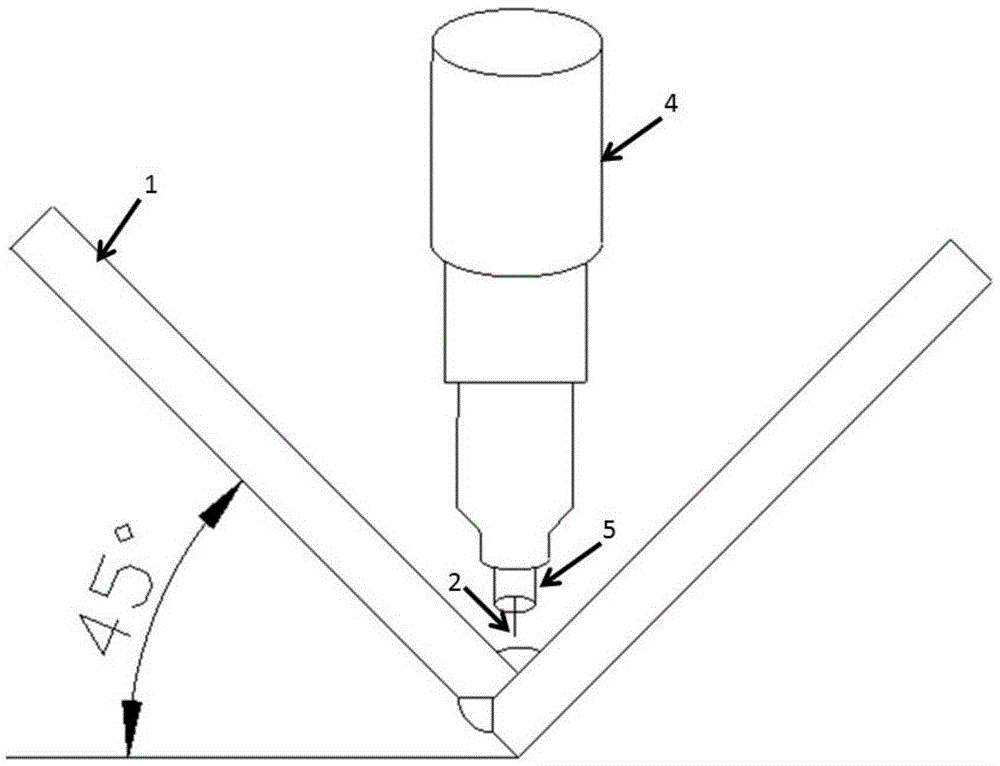
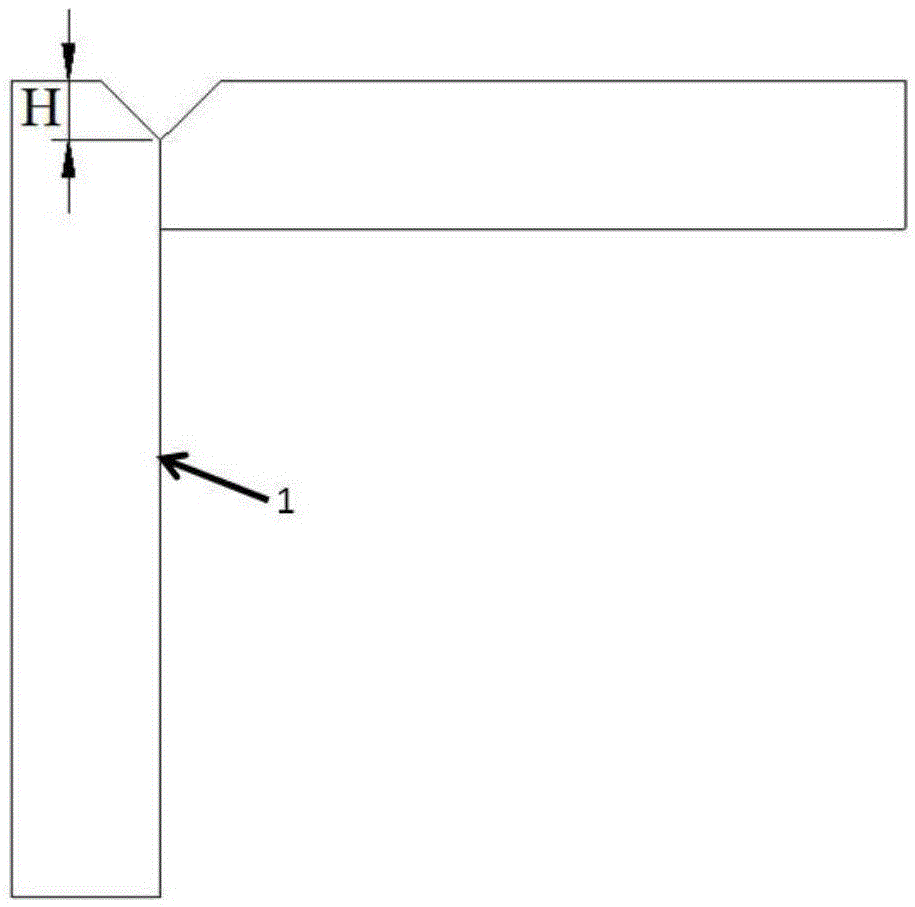
[0022] Example 1: Taking the 10mm thick 6061 aluminum alloy 1 as an example, the 10mm thick 6061 aluminum alloy 1 is butted according to the L-shaped structure without gaps before welding, and then a V-shaped groove is made on the outside of the formed L-shaped structure, and the depth of the V-shaped groove is 3mm, unilateral angle 43°; adjust the relative positions of laser 3, TIG welding torch 4 and wire feeding nozzle 5 to realize simultaneous lifting of laser, TIG welding torch and wire feeding nozzle; the diameter of welding wire 2 used is 1.2mm.
[0023] First, weld the outer side of the L-shaped aluminum alloy 1 structure, place the outer side of the L-shaped aluminum alloy 1 structure horizontally, and fill the welding process parameters of the first layer of welding with laser line energy density of 70J / mm and TIG current line energy density of 360J / mm. The interlayer temperature is 290°C, the laser defocus amount is -0.9mm; the welding process parameters of the secon...
Embodiment 2
[0025] Example 2: Taking the 15mm thick 6061 aluminum alloy 1 as an example, the 15mm thick 6061 aluminum alloy 1 is butted according to the L-shaped structure without gaps before welding, and then a V-shaped groove is made on the outside of the structure, the depth of the V-shaped groove is 4mm, and one side The angle is 45°; adjust the relative positions of laser 3, TIG welding torch 4 and wire feeding nozzle 5 to realize simultaneous lifting of laser 3, TIG welding torch 4 and wire feeding nozzle 5; the diameter of welding wire 2 used is 1.2mm.
[0026] First, weld the outer side of the L-shaped aluminum alloy 1 structure, place the outer side of the L-shaped aluminum alloy 1 structure horizontally, and fill the welding process parameters of the first layer of welding with laser line energy density of 70J / mm and TIG current line energy density of 360J / mm. The interlayer temperature is 290°C, the laser defocus amount is -1mm; the welding process parameters of the second layer...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More