

Butt welding method for workshop columns under humid environment
A welding method and technology in a humid environment, applied in the field of butt welding of steel columns in workshops, can solve problems such as hidden dangers of structural connection, delayed welding cracks, welding quality control, etc., so as to increase the welding qualification rate, reduce quality defects, and improve quality and work efficiency. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0016] In order to further describe the present invention, the present invention will be further described below in conjunction with the embodiments and accompanying drawings.
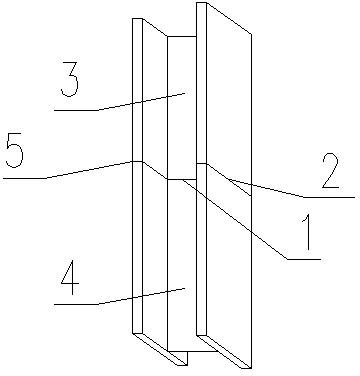
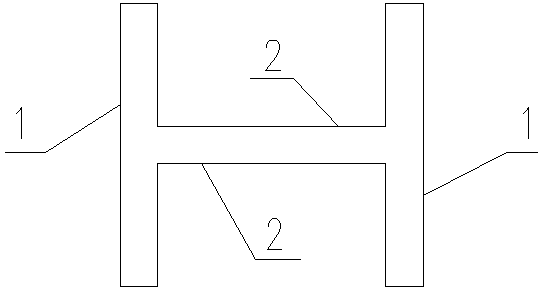
[0017] Such as figure 1 , figure 2 As shown, process step 3 confirms the process and butt welding: the butt welding process of the H-shaped steel factory building column is that the upper column 3 and the lower column 4 are butt welded along the butt joint 5, and the butt welding sequence is to weld the flange plate 2 first, and then weld Web 1: In order to prevent too many welds and stress concentration in a short distance, the welds of the H-shaped steel web and flange must be staggered by about 200mm to prevent stress concentration caused by excessive concentration of welds; When doing so, two people should work at the same time.
[0018] The specific operation requirements during construction are as follows:
[0019] 1. Baking and heat preservation of welding rod: bake at 250-350 ℃ for 1-2 hour...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More