Duplex stainless steel forging and molding process
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A duplex stainless steel, forging forming technology, applied in the field of forging, can solve the problems of crack propagation, easy cracking, high hardness and easy cracking, etc.
Active Publication Date: 2015-01-21
WUXI PAIKE HEAVY CASTING & FORGING
View PDF5 Cites 4 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0003] Aiming at the above-mentioned existing problems, the applicant has made researches and improvements, and provides a duplex stainless steel forging forming process, which effectively solves the problems of easy cracking of duplex stainless steel before forging, during forging, crack propagation and high hardness after forging. cracking problem
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0020] A duplex stainless steel forging forming process comprises the following steps:
[0021] The first step: inspect and cut the duplex stainless steel raw materials to obtain a 2.5t square steel ingot with a riser.
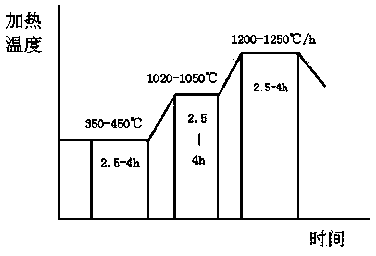
[0022] Step 2: Put the steel ingot into a furnace at 350°C to heat and keep it warm for 2.5 hours. Take 6 hours to raise the temperature of the steel ingot at 350°C to 1020°C at a rate of 90°C / h and keep it warm for 2.5 hours.
[0023] Step 3: Take 2 hours to raise the temperature of the steel ingot at 1020°C to 1200°C at a rate of 70°C / h, and keep it warm for 2.5 hours.
[0024] Step 4: Upsetting the steel ingot vertically, pause for 2s every time the upper anvil of the press is pressed down by 30mm, round the upper anvil of the press once every time it is pressed down by 100mm, and then continue upsetting to the required size Φ1015*305 (diameter*height), flatten the end surface, Get round.
[0025] Step 5: Put the forged billet obt...
Embodiment 2
[0028] A duplex stainless steel forging forming process, comprising the following steps:
[0029] The first step: inspect and cut the duplex stainless steel raw materials to obtain a 2.5t square steel ingot with a riser.
[0030] Step 2: Put the steel ingot into a furnace at 450°C to heat and keep it warm for 4 hours, then use 6.5 hours to raise the temperature of the steel ingot at 450°C to 1050°C at a rate of 100°C / h, and keep it warm for 4 hours;
[0031] Step 3: Take 2.5 hours to raise the temperature of the steel ingot at 1050°C to 1250°C at a rate of 100°C / h, and keep it warm for 3.5 hours.
[0032] Step 4: Upsetting the steel ingot vertically, pause for 2 seconds every time the upper anvil of the press is pressed down by 35mm, roll the upper anvil of the press once every 150mm, and then continue upsetting to the required size Φ810*290 (diameter*height).
[0033] Step 5: Put the steel ingot obtained from the forging step in the fourth step into the furnace for 15 minute...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
The invention relates to a duplex stainless steel forging and molding process. The heating time and heat preservation time are improved before forging, so that separation of a brittle precipitated phase of the duplex stainless steel is avoided, and trace elements in the alloy are homogenized. In the forging process, the rolling reduction of a forging machine is controlled, so that the stress of the duplex stainless steel is timely released at a high temperature. In addition, rounding once is performed when rolling down once by 100-150mm is performed in the upsetting process, so that the bulging condition occurring in the forging process is effectively eliminated. Therefore, the stress tensioned by the outer circle of the duplex stainless steel is pressure stress, and cracks are difficultly caused.
Description
technical field [0001] The invention relates to a forging method, in particular to a forging process of duplex stainless steel (F53). Background technique [0002] Duplex Stainless Steel (DSS for short) refers to stainless steel with ferrite and austenite each accounting for about 50%, and the content of less phases generally needs to reach at least 30%. In the case of low C content, the Cr content is 18%~28%, and the Ni content is 3%~10%. Compared with austenitic stainless steel, duplex stainless steel has high strength and significantly improved resistance to intergranular corrosion and chloride stress corrosion. Duplex stainless steel has excellent pitting corrosion resistance and is also a nickel-saving stainless steel. Its main feature is that the yield strength can reach 400-550MPa, which is twice that of ordinary stainless steel, so it can save materials and reduce equipment manufacturing costs. At present, in the forging process of the existing duplex stainles...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.




 Login to View More
Login to View More  Login to View More
Login to View More